微电子工厂的超纯水系统(UPW)是整个芯片制造流程中最脆弱、又最关键的系统之一。系统带病运行是常态,宕机或水质超标才是意外。
问题根源不在设备本身,而在于三个关键参数长期被忽视或控制不当——它们贯穿RO、EDI、抛光混床全流程,一旦失控,水质指标会迅速劣化。
参数一:进水余氯 — EDI模块的慢性杀手
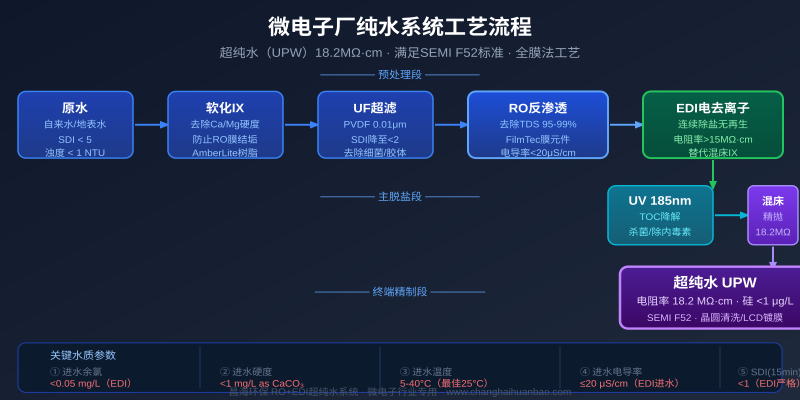
大多数微电子厂的超纯水系统配置为:预处理 → RO → EDI → UV → 抛光混床。这条工艺链中,EDI模块对余氯的耐受阈值是整个链条中最严苛的——进水余氯须控制在0.05 mg/L以下。
但现实情况是:活性炭过滤器饱和后未及时更换、或余氯监测仪表失效,工程师发现时,EDI模块的离子交换树脂已被氧化降解,电阻率从16 MΩ·cm跌至5 MΩ·cm以下,且不可逆。
核心问题:余氯对EDI的危害是累积性的。进水中持续存在0.05-0.1 mg/L的低浓度余氯,6-12个月内可将EDI模块性能降至报废水平。由于初期脱盐率下降缓慢,问题往往在数月后才被发现。
参数二:进水硬度 — RO和EDI的双重威胁
EDI进水须为RO产水,电导率通常低于20 μS/cm。但RO产水并非”软水”的代名词——若RO前的软化树脂失效或未配置软化工序,水中的Ca²⁺/Mg²⁺会穿透RO膜,进入EDI淡水室。
硬度离子在EDI模块的离子交换膜和树脂表面结垢,导致:
- 膜堆压差升高(阻力上升)
- 产水电阻率下降(软化能力丧失)
- 严重时发生”膜堵塞—产水短路—整组EDI报废”
EDI进水硬度要求:< 1 mg/L as CaCO₃。这一数值必须通过RO前的软化IX(AmberLite树脂)实现,而非依赖RO本身的截留能力。
参数三:进水温度 — 影响着整个系统效率
EDI最佳进水温度为25°C。温度偏离会带来以下连锁影响:
| 温度范围 | 影响 | 后果 |
|---|---|---|
| 低于10°C | 黏度升高,离子迁移速率下降 | 电阻率显著下降,系统效率降低30-50% |
| 5-15°C(冬季) | 浓水室结冰风险,膜堆损坏 | 膜堆不可逆损坏,需整体更换 |
| 高于40°C | 树脂热老化,膜变形 | 脱盐率下降,寿命缩短 |
对于没有恒温车间的工厂,冬季EDI进水温度可能低至5-8°C,导致电阻率跌至无法满足芯片制造要求的水平。很多工厂的解决方案是在EDI前端增加换热器或电加热器,维持进水温度在20-30°C区间。
为什么这三个参数特别容易失控?
原因一:这三个参数都不是”报警类”参数。它们超标时不会立即触发系统停机,工程师往往在例行巡检时才看到异常数据,此时EDI或RO的损伤已经形成。
原因二:微电子厂的超纯水系统通常由RO+EDI+混床多段组成,每个段位的进水要求不同,余氯/硬度/温度的要求在每个环节的严格程度不同,容易出现”前段达标、后段失控”的情况。
原因三:监测仪表配置不足。很多工厂仅在EDI进水口配置电导率监测,但余氯和温度没有在线监测,仅靠人工巡检测量,无法及时发现异常。
建议整改措施
① 余氯:在活性炭过滤器出口配置在线ORP监测仪,ORP超过350 mV时自动报警并启动备用活性炭罐切换。活性炭更换周期建议不超过6个月(视水量和水质)。
② 硬度:RO前配置软化IX树脂罐(AmberLite HPR1200 Na),并安装水质硬度在线监测。软化树脂再生频率根据进水硬度和产水量设定,通常每班次或每日再生一次。
③ 温度:在EDI进水管道安装温度传感器,与换热/加热系统联动,维持进水温度在22-28°C范围内。冬季须防止设备间温度低于5°C。
超纯水系统的稳定性来自于工艺链每个环节的精准控制,而非单点设备的性能余量。把余氯、硬度、温度三个基础参数管住,是微电子厂水处理运维的第一优先级。