一、食品饮料行业用水的代价,比你想的更严重
做食品饮料生产的厂长,最怕什么?原料出了问题、市场打不开、竞争对手压价。但有一个隐性杀手,很多厂长没意识到——生产用水不达标。
饮料里需要用到纯水,乳制品加工需要,啤酒酿造需要,罐头杀菌也需要。一旦水里COD、细菌、硬度超标,带来的不只是产品报废,还有监管整改、停产损失、品牌声誉受损。
某华南食品厂曾因反渗透(RO)系统产水总是不达标,连续3个月产品微生物超标被客户投诉,最后一查:进水预处理不完善,RO膜污染严重,产水细菌数超标10倍。一次性召回加整改,损失超过80万元。
食品饮料行业对生产用水的标准要求有多严格?先看一组数据:
| 指标 | GB 5749 饮用水标准 | GB 19298 饮料生产用水 | 昌海RO产水典型值 |
|---|---|---|---|
| TDS | ≤ 500 mg/L | ≤ 50 mg/L | ≤ 10 mg/L |
| 硬度(以CaCO₃计) | ≤ 450 mg/L | ≤ 50 mg/L | ≤ 1 mg/L |
| 细菌总数 | ≤ 100 CFU/mL | 不得检出 | 0 CFU/mL |
| 浊度 | ≤ 1 NTU | ≤ 0.5 NTU | ≤ 0.1 NTU |
| pH值 | 6.5-8.5 | 6.0-8.5 | 6.5-7.5 |
可以看到,饮料生产用水的要求比饮用水标准还要严格。RO反渗透是食品饮料行业最主流的生产级纯水制备工艺,但为什么很多工厂用起来总是出问题?
二、90%的食品饮料厂RO系统问题,都出在这3个坑
坑1:进水水质波动,预处理根本没有应对方案食品饮料厂的原水来源多样——市政自来水、深井水、河道取水。雨季一来,浊度从2 NTU飙到50 NTU,TOC从2 mg/L涨到15 mg/L。没有预处理或预处理设计保守的RO系统,第一道工序就被冲垮。
常见问题:砂滤器滤料板结、活性炭吸附饱和、保安过滤器堵塞频繁、RO膜3个月就得化学清洗。某广东饮料厂反映,每年膜清洗费用超过15万元,还不包括膜寿命折损。
坑2:预处理设备选型保守,系统设计和实际需求脱节很多食品厂建RO系统时,预处理只配了简单过滤,没有软化、没有活性炭深度处理。开机第一年勉强能用,第二年膜污染开始累积,产水率每年下降5%-8%,到第三年系统基本报废。
根源在于:预处理设计没有考虑水源的季节性波动,也没有预留足够的余量。RO系统对进水水质要求很高——SDI(淤泥密度指数)必须<4,浊度<1 NTU。很多工厂根本没测过SDI,上来就上RO,结果可想而知。
坑3:运行参数乱设置,回收率设太高导致膜结垢反渗透运行有3个核心参数:操作压力、回收率、浓水排放量。很多食品厂为了省水,把回收率设到75%-80%,超过了膜元件的设计上限。结果:膜面流速不够,浓差极化加重,钙镁离子在膜表面析出结垢,产水脱盐率从98%掉到85%。
还有一个常见问题:不重视运行数据记录。进水TDS、压力、产水量、浓水量——这些数据如果没记录,膜污染了也不知道,等发现产水不达标时,系统已经伤了。
三、昌海环保的食品饮料行业RO纯水系统方案
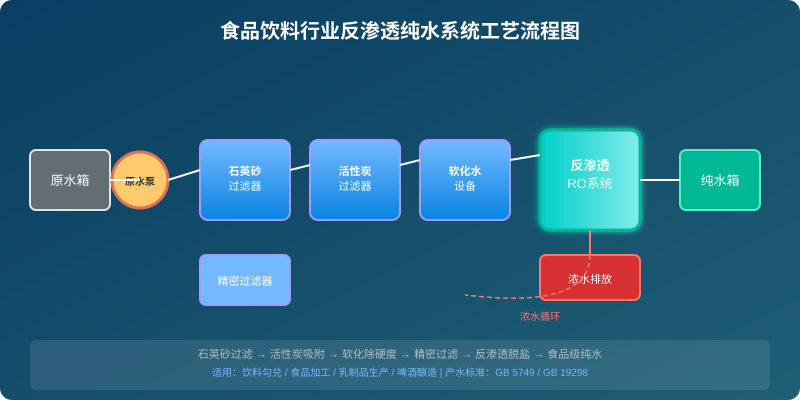
完整预处理链:4步处理确保RO进水水质稳定针对食品饮料行业的水源特点,昌海环保设计的标准预处理链路如下:
| 处理阶段 | 设备配置 | 处理目标 | 关键参数 |
|---|---|---|---|
| 第一步 | 石英砂过滤器 | 去除悬浮物、泥沙 | 过滤精度100μm,运行周期24h |
| 第二步 | 活性炭过滤器 | 吸附有机物、余氯 | 碘值>900 mg/g,冲洗周期7d |
| 第三步 | 软化水设备 | 去除钙镁离子,防结垢 | 硬度<0.1 mmol/L |
| 第四步 | 5μm精密过滤器 | 截留细小颗粒,保护RO膜 | 压力差<0.1 MPa更换 |
这套预处理链路的核心优势是:抗水质波动能力强。即使进水浊度在雨季激增,前端砂滤+碳滤的组合也能保证RO膜进水SDI稳定<4,RO系统运行寿命从平均1.5年延长到3年以上。
RO+后处理配置:根据产品线选型昌海环保为食品饮料行业提供两种标准配置:
| 配置方案 | 适用场景 | 产水水质 | 典型客户 |
|---|---|---|---|
| A:单级RO + 矿化 | 普通饮料、罐装食品加工 | TDS < 20 mg/L,细菌未检出 | 瓶装水、果汁饮料厂 |
| C:双级RO + EDI超纯水 | 高端饮品、乳制品、啤酒酿造 | 电阻率 15-18 MΩ·cm,TDS < 1 mg/L | 精酿啤酒、高端乳制品 |
某东南亚饮料厂采用昌海C型配置(双级RO+EDI),产水电阻率稳定在16-18 MΩ·cm,TOC<50 ppb,微生物零检出。运行两年期间,RO膜仅清洗过2次(对照组同规模设备平均清洗12次/年),膜寿命延长3倍,综合运行成本降低42%。
四、选型时最容易被忽略的3个问题(避坑指南)
结合昌海环保服务200+食品饮料行业客户的数据,以下3个问题在选型时最容易被忽略:
1. 预处理设备要不要冗余配置?建议预处理设备按1.2-1.5倍于RO系统设计处理量选型。这样即使进水量短时超负荷,预处理仍然能稳定输出符合SDI要求的进水。某乳制品厂省了预处理投资,结果雨季时RO膜被大量悬浮物击穿,更换膜元件花了18万元。
2. 膜元件品牌和排列方式怎么选?食品饮料行业建议选用陶氏、海德能或世韩等主流品牌膜元件,不要贪便宜选杂牌。排列方式上,对于日处理量>50吨的系统,建议采用一级两段式排列(6:3或8:4比例),段间增压泵补偿压力损失,系统回收率可稳定在75%左右。
3. 自动控制和数据记录要不要做?必须做。RO系统运行时,进水压力、产水电导率、浓水流量这些数据如果不记录,膜污染了根本发现不了。昌海环保的标准配置包含PLC自动控制和触摸屏操作界面,关键运行参数自动记录到本地数据库,支持USB导出和远程监控。
一句话总结:食品饮料行业RO纯水系统的核心不在RO本身,而在预处理设计和运行管理。预处理做扎实了,膜寿命延长3年,运行成本降低40%。
昌海环保专注水处理设备研发制造12年,服务食品饮料行业客户覆盖东南亚、中东、非洲等多个地区。如需了解针对您工厂实际情况的方案配置,欢迎联系我们获取初步方案。

