在12英寸芯片制造工厂,每生产一片晶圆需要消耗约2000升至3000升的超纯水。任何微量的金属离子、有机物或细菌残留,都可能导致器件性能下降甚至整片晶圆报废。近年来,随着制程节点从28纳米向7纳米乃至5纳米推进,微电子制造企业对超纯水水质的容忍度已接近极限。在这一背景下,以反渗透(RO)+电去离子(EDI)为核心的全膜法工艺正加速替代传统的离子交换树脂技术,成为新建超纯水项目的主流选择。
微电子行业超纯水标准有多严苛?
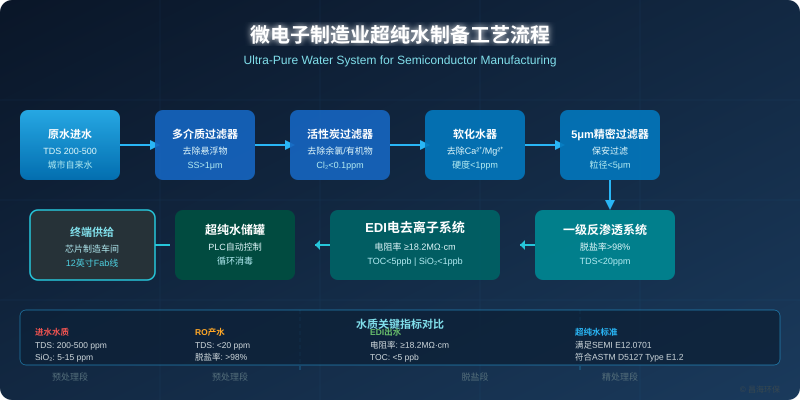
芯片制造对超纯水水质的要求集中体现在三个维度:电阻率、溶解氧(DO)和有机物含量(TOC)。根据SEMI和ASTM标准,先进制程用超纯水电阻率需达到18.2 MΩ·cm以上,TOC低于5ppb,溶解氧控制在1000ppb以下,细菌总数要求近乎为零。
传统离子交换工艺的痛点在于:树脂需要频繁用酸碱再生,再生废液处理成本高;再生不彻底时会造成水质波动;且离子交换树脂本身是微生物滋生的温床,在后端若无UV杀菌,很容易引发细菌超标。这对于24小时连续生产的Fab厂而言,是运维中最大的不确定因素之一。
全膜法工艺如何实现”零添加”连续制水
所谓全膜法,是指从预处理到精处理全程以膜分离技术为核心,辅以必要的物理和化学手段,而不再依赖化学再生工艺。昌海环保在微电子行业超纯水项目中推荐的典型工艺路径如下:
- 预处理段:多介质过滤器去除悬浮物(SS>1μm)→活性炭过滤器吸附余氯及有机物(Cl₂残留<0.1ppm)→软化水器去除钙镁离子(硬度<1ppm)→5μm精密过滤器作为保安过滤。
- 一级反渗透(RO):脱盐率可达98%以上,产水TDS低于20ppm,有效去除水中溶解盐分、有机物和微生物,是全膜法的核心脱盐单元。
- 电去离子(EDI):在电场作用下利用离子交换膜和离子交换树脂连续去除残余离子,产水电阻率稳定在15-18.2 MΩ·cm,TOC<5ppb,无需酸碱再生,真正实现连续稳定运行。
EDI模块的运行优势与选型要点
在微电子超纯水系统中,EDI模块承担着精处理的关键角色。相比传统混床离子交换,EDI的核心优势体现在三个方面:连续出水水质稳定、再生频率极低、运行成本可控。在实际项目中,EDI进水要求RO产水硬度低于1mg/L(以CaCO₃计),余氯低于0.05ppm,SDI15<3,这是保障EDI长期稳定运行的必要前提。
昌海环保在为微电子客户配置EDI系统时,通常会综合考虑:模块串联级数(原水水质决定单级或两级串联)、回收率控制(通常75%-85%)、以及与后端终端精制单元(紫外杀菌+膜过滤)的衔接设计,确保整套系统在满负荷运行条件下水质余量充足。
运维中不容忽视的三个细节
- RO膜的微生物污染防控:夏季原水温度升高时,微生物繁殖加快,建议在预处理段增加非氧化性杀菌剂投加装置,并定期对RO膜进行化学清洗。
- TOC在线监测的必要性:EDI产水TOC应配置在线监测仪表,当TOC出现上升趋势时,需及时排查活性炭吸附柱是否穿透、UV灯管是否老化。
- EDI膜块的压差管理:运行中若发现EDI模块进出口压差持续上升,往往预示着膜堆内部出现了颗粒物淤积或严重极化现象,需要及时进行低压力冲洗或离线化学清洗。
微电子制造业的超纯水供给系统,本质上是为芯片良率服务的可靠性基础设施。在这一逻辑下,全膜法工艺以稳定、连续、低运维暴露的优势,已成为新建项目的首选技术路径。如果您正在规划新建超纯水站或对现有系统进行升级改造,欢迎与昌海环保的技术团队交流具体工况条件,获取针对您产线的定制化方案建议。

