一、调试前必须先做的2个检查
反渗透设备到货后,90%的项目都急着上电启泵,结果运行不到 1 周就出现产水量衰减、电导率飙升。其实调试前的2个前置检查没做,后面怎么调都白搭。
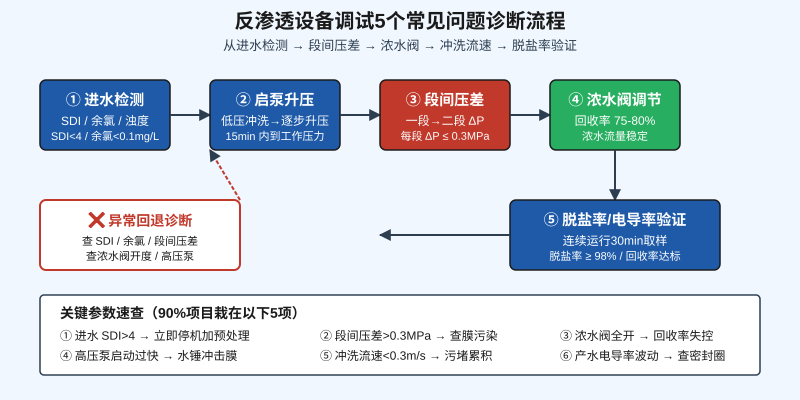
1. 进水水质的 3 项硬指标:SDI(污染指数)必须稳定 < 4,浊度 < 1 NTU,余氯 < 0.1 mg/L。进水 SDI > 4 的水直接进入 RO 膜,3 个月内污堵指数能翻 3 倍,膜寿命从 5 年直接砍到 1.5 年。余氯 > 0.1 mg/L 持续运行,芳香聚酰胺膜骨架会发生不可逆氯化,1 周内脱盐率会掉 1~2 个百分点。
2. 膜元件的运输/储存检查:新膜元件开箱后看真空包装是否漏气(漏气膜已失水,需要重新浸润);运输温度 < 0℃ 的膜元件禁止直接装入压力容器,须在 5~35℃ 环境下静置 24 小时恢复。任何一支出厂的膜元件都有出厂检测报告,调试前必须把膜号、检测脱盐率、产水流量记录在调试日志里,作为后续对比的基准。
二、5个最常被搞错的参数(90%项目栽在这)
1. 高压泵启停速度:正确做法是低压冲洗 5~10 分钟 → 30 秒内逐步升压到工作压力的 50% → 60 秒内升到工作压力。很多项目赶进度,30 秒内直接打到满负荷,水锤冲击膜壳端盖,第一支膜就出现望远镜状变形,产水通道直接堵死。
2. 段间压差(ΔP)监控:一段→二段 ΔP 正常应 ≤ 0.3 MPa,二段→浓水 ΔP ≤ 0.15 MPa。调试时如果发现一段 ΔP > 0.3 MPa 还在继续升压,膜面已经在结垢,再运行 2 小时压差会冲到 0.5 MPa 以上,此时只能化学清洗,严重的话整段报废。
3. 浓水阀开度:浓水阀直接决定回收率。很多工程师把浓水阀开到 70%~80% 试图冲高回收率,结果浓水侧流速过低,Ca²⁺/Mg²⁺ 浓缩倍数超过朗格利尔指数,碳酸钙直接在膜面结晶,2 周后脱盐率掉 5 个点。
4. 冲洗流速:停机冲洗时产水侧流速必须 ≥ 0.3 m/s,浓水侧流速 ≥ 0.5 m/s。低于这个流速,膜面沉积的污染物冲不走,每次启停累积一点,3 个月后标准产水流量衰减 30%。
5. 产水电导率取样时间:调试刚启泵前 30 分钟的产水水质不能作为验收依据,因为管道冲洗水、设备内部残留水还没排净。正确做法是连续运行 30 分钟以上、电导率稳定后再取样。
三、调试常见问题诊断对照表
下表汇总反渗透调试现场最高频的 5 类异常现象、原因、排查方法、处置措施,建议打印贴在调试现场。
| 异常现象 | 常见原因(5类) | 排查方法 | 处置措施 |
|---|---|---|---|
| 进水 SDI > 4 | 多介质/活性炭滤料饱和 | 15 分钟 SDI 测定 | 反洗或更换滤料 |
| 段间 ΔP > 0.3 MPa | 膜面结垢/有机物污染 | 取膜端盖沉积物分析 | 化学清洗(酸/碱序贯) |
| 回收率比设计低 5% 以上 | 浓水阀开度过大 | 流量计读数对比设计值 | 调小浓水阀至设计开度 |
| 产水流量低于设计值 20% | 进水温度/压力偏低 | 查温度计+压力表 | 调高压泵频率/加温 |
| 产水电导率持续偏高 | 密封圈泄漏/膜损坏 | 停机查 O 圈位置 | 更换 O 圈或单支膜 |
四、调试失败后重新调试的 3 个关键动作
1. 必须先做”反向排查”再上电:调试出问题不要急着复位重新启泵,先把上一轮的运行数据(进水压力、段间压差、产水流量、回收率、电导率曲线)调出来对比设计值。偏离设计值 10% 以上的参数,先排查原因再启泵。
2. 化学清洗的判定标准:标准化产水量下降 15%、段间压差上升 15%、脱盐率下降 10%——三个指标出现任意两个,立即停机做化学清洗(不是等到产水量掉 30% 才洗),此时清洗效果最好,膜寿命能保住。
3. 调试日志必须留 3 项:①每次启停的进水/产水/浓水流量;②段间压差和回收率的逐时记录;③清洗药剂种类、用量、浸泡时间。膜厂商质保索赔时没有这 3 项记录,厂家默认按”运维不当”处理,不予赔付。
五、写在最后
反渗透设备调试不是”开泵出水”那么简单,每一步的参数偏离都可能在 3~6 个月后集中爆发为膜污染、产水率衰减、脱盐率不达标等问题。把这 5 个参数、3 个动作落到调试 SOP 里,膜元件用满 5 年不是难事。

