一、问题:回收率从 75% 提到 85%,产水量反降 20%?
很多工业纯水项目在投标阶段喊”回收率 85%、节水 30%”,但现场调试时产水量不升反降——原本设计的 5 m³/h 只能跑到 3.8 m³/h,化学清洗从半年一次变成每月一次,膜寿命从 4 年掉到 1.5 年。问题就出在段间压力参数的设置——三个参数没校准,回收率越高,代价越大。
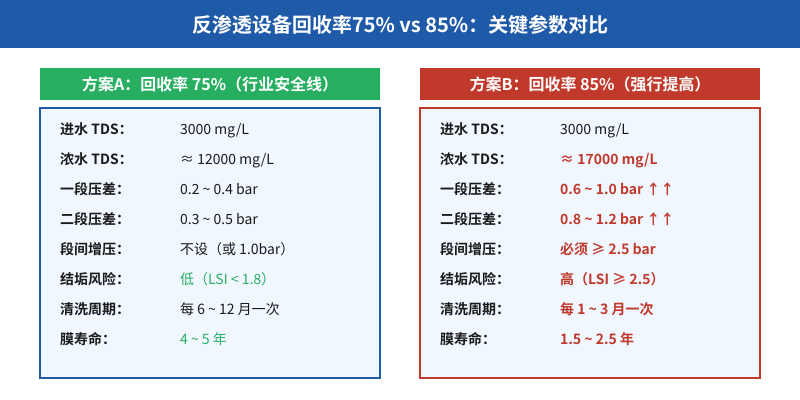
反渗透设备的工作原理简单:水分子在高于渗透压的压力下穿过半透膜,盐分被截留。但回收率每提高 10 个百分点,浓水侧盐分浓度不是线性增长,而是接近指数型上升。以进水 TDS 3000 mg/L 为例:75% 回收率时浓水 TDS 约 12000 mg/L;85% 回收率时直接跳到 17000 mg/L,多出来的 5000 mg/L 就是压垮膜系统的最后一根稻草。
二、3 个最容易设错的段间压力参数
1. 一段压差——结垢和污堵的晴雨表
健康的一级两段 RO 系统,一段压差应稳定在 0.2-0.4 bar。回收率拉到 85% 时,一段压差爬升到 0.6-1.0 bar。运行一个月后压差超过初始值的 1.5 倍,意味着膜面已出现碳酸钙结垢或胶体污染,必须化学清洗。把一段压差作为每日必看的指标,比等产水量下降了再去查要靠谱得多。
2. 段间增压泵压力——二段产水的动力源
很多设计院在 75% 回收率方案下不设段间增压泵,因为二段进水剩余压力还够用。回收率提到 85% 后,二段进水实际压力跌到 8-9 bar,接近反渗透的渗透压边界,必须设置段间增压泵且压力 ≥ 2.5 bar。否则二段产水率从设计的 50% 掉到 30%,整体产水量不升反降——这正是”反常现象”的根源。
3. 浓水阀开度——浓差极化的调节器
回收率越高,浓水流量越小。75% 回收率下浓水阀开度约 25%;85% 回收率下压缩到 15% 左右,流速过低会引发浓差极化,膜面实际盐浓度远高于主管路浓水浓度,结垢风险陡增。浓水阀开度要配合浓水流量计读数校准,而不是凭经验拧几圈。
三、真实案例:广东电镀园 500 m³/天 改造
广东某电镀产业园一期设计处理量 500 m³/天,投标承诺回收率 85%。调试后第三个月问题集中爆发:一段压差从 0.3 bar 涨到 1.1 bar,化学清洗从每半年一次变成每月一次,年清洗成本增加 8 万元;膜元件 18 个月批量报废,比设计寿命 4 年缩短一半多;产水量从 500 m³/天 跌到 380 m³/天。
改造方案最终选择”RO 段回收率降到 75% + DTRO 处理 RO 浓水“的双膜法路线:单段 RO 膜寿命回到 4 年以上,DTRO 把 RO 浓水浓缩到 TDS 120-150 g/L,最终废液量 < 5%,总回收率反而达到 90%——比原来强行拉 85% 还高 5 个百分点,膜寿命没缩短。
四、正确的回收率提升路径
单段反渗透设备的回收率不建议超过 80%。要提升整体回收率,更稳妥的路径是后端加 DTRO 处理浓水:
- 路径 1(保守):单段 RO 75% + 浓水排放,膜寿命 4-5 年
- 路径 2(推荐):单段 RO 75% + 浓水进 DTRO,总回收率 90%,膜寿命不受影响
- 路径 3(折中):单段 RO 80% + 阻垢剂 + 段间增压,年阻垢剂成本 2-3 万元
昌海环保 RO 系列反渗透设备覆盖 1-4 m³/h 单机型号,回收率 75-85% 可灵活配置,全系列配套 DTRO 浓水处理模块,可实现系统总回收率 90% 以上。工程团队可承接 10-100 m³/h 规模水处理项目,根据原水水质和回收率目标做完整工艺设计,避免现场调试才发现”高回收率的代价”。

