反渗透(RO)设备调试是水处理项目中技术含量最高的环节之一。很多工程师在现场发现产水不达标、脱盐率低、膜元件很快报废,根源往往不在设备本身,而是调试阶段的几个关键步骤被忽略。昌海环保技术团队总结多年现场经验,梳理出调试初期最容易被跳过的3个核心检查项,供工程人员和运维人员参考。
一、先查进水水质,别急着开机
这是90%的调试失败案例中最先被忽略的一步。RO系统对进水水质要求严格,很多现场接的是自来水或地下水,如果不经过充分预处理就贸然启动高压泵,膜元件会在短时间内出现不可逆污染。
1. SDI(污染指数)检测是必做项
SDI值反映的是水中胶体、悬浮物和微生物分泌物的综合污染趋势。RO进水SDI必须 < 4,实测 < 3才算合格。很多项目调试时SDI超标但膜元件仍被强行装入系统,结果运行不到一个月TMP就急剧升高。现场建议每个班次开机前实测一次SDI,并做好记录。
2. 余氯检测千万不能省
自来水中余氯对聚酰胺RO膜有强氧化作用。ORP监测是最实用的方法:ORP < 200mV 对应余氯约 < 0.05mg/L(EDI进水安全线)。如果ORP读数超过350mV,说明余氯已超过0.1mg/L,此时膜元件每多运行1小时,寿命就缩短一些。ORP > 350mV时必须先通过活性炭过滤或亚硫酸氢钠还原处理,才能进入RO系统。
3. 进水pH和水温同样要确认
pH需维持在4~11区间,水温宜控制在15~35°C。低于5°C运行时膜脱盐率会明显下降;高于40°C则会加速膜降解并影响回收率。冬季调试时尤其要注意进水温度。
二、膜元件状态确认后再装入
新膜元件在出厂前已经过标准化测试,性能有保证。但在运输、存储或安装环节可能出现损坏或污染,调试前务必逐支检查。
1. 外观检查不可省略
膜面出现发黑、明显堵塞物或膜壳变形时,该支膜不能直接投运。检查浓水密封圈是否完好、膜元件方向(进水侧/浓水侧标记)是否装反——方向装反会导致一段压差急剧升高甚至膜壳爆裂。
2. 新膜脱盐率实测必须达到设计值
标准测试条件下RO膜脱盐率应 > 98%,新膜通常在99%以上。如果实测脱盐率低于98%,需要排查:进水TDS是否测量准确?测试压力是否达到额定值?膜元件是否存在泄漏?确认无误后方可继续调试。
3. 膜元件型号必须与设计匹配
8040膜和4040膜不能混用,海水膜(SWRO)和苦咸水膜(BWRO)的操作压力和脱盐率差异很大。选错膜型号不但产水不达标,还会因压力不匹配导致高压泵频繁报故障。
三、参数校准按步骤来,别一步到位
很多工程师调试时图快,直接把高压泵开到设计压力运行。这种做法极易引发膜元件的即时污染或机械损伤,正确的做法是分阶段升压并观察系统响应。
1. 高压泵逐级升压,每次观察TMP
建议每次增加约3bar压力,稳压5~10分钟后记录TMP变化。如果TMP升幅异常(例如增加10%以上),说明膜面存在淤积或污染,应立即停机排查原因后再继续升压,切忌强行加压。
2. 回收率初始值不超过50%
初始回收率过高会导致浓水侧过饱和,产生碳酸钙/硫酸钙结垢风险。正确做法是:先在50%回收率下稳定运行2~4小时,确认TMP稳定且产水电导率正常后,再逐步提高至设计回收率(通常75~85%)。
3. 浓水流量必须大于产水流量的1.5倍
这是防止膜面浓差极化和淤积的关键参数。浓水流量不足会导致膜面污染物浓缩加速,系统性能在数小时内快速衰退。
| 调试参数 | 错误做法 | 正确做法 | 后果说明 |
|---|---|---|---|
| 高压泵升压 | 直接开到设计压力 | 逐级升压,3bar/次,观察TMP | TMP骤升,膜面污染加重 |
| 初始回收率 | 直接设到75~85% | 先稳定在50%,再逐步调高 | 结垢风险↑,膜寿命↓ |
| 余氯 | 不检测,直接开机 | ORP < 200mV 方可进RO | 膜氯化降解,不可逆损伤 |
| SDI值 | 凭经验判断,不实测 | 每班次实测,需 < 4(最好 < 3) | 胶体堵塞,TMP快速升高 |
| 浓水流量 | 浓水阀开度过小 | 浓水流量 > 产水流量 × 1.5 | 浓差极化加重,性能衰减 |
四、调试完成后的验收标准与日常监控
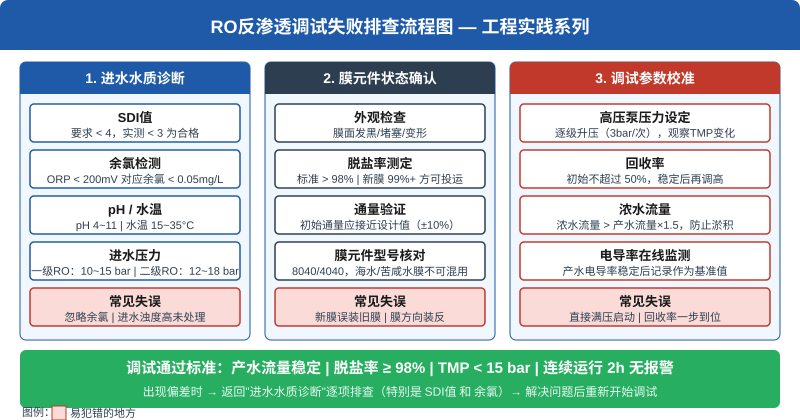
完成上述三步校准后,系统应达到以下标准才算调试通过:产水流量稳定(在设计值±10%范围内)、脱盐率 ≥ 98%、TMP < 15 bar、连续运行2小时无报警。调试通过后,建议用便签贴在控制柜上记录此时的基准电导率和TMP,后续运维中一旦发现偏离基准值超过15%,立即进入故障排查流程。
日常运维中最重要的3个预防措施:
第一,每班次开机前实测SDI值并做好台账,这是膜污染最早的预警信号。第二,每周用DPD比色法或便携式ORP仪核对余氯,防止活性炭饱和后余氯穿透。第三,每月对比一次产水电导率与基准值,若升高超过10%就需安排化学清洗。
RO系统调试成功的关键,不在于设备本身有多高端,而在于调试工程师对每个细节的把控顺序。把进水水质诊断放在第一步,把膜元件状态确认放在第二步,把参数校准放在第三步——这个顺序不能乱,乱了就会出问题。

