光学玻璃行业是精密制造里水质要求最严苛的细分领域之一。从手机摄像头镜片、车载HUD投影镜片,到激光器窗口、光学仪器棱镜,每一片光学玻璃在粗磨、精磨、抛光、清洗、镀膜工序中都要与水直接接触。镜片表面残留的水渍、离子、有机物都会直接影响透光率、折射均匀性和镀膜结合力,最终影响终端良率。
与半导体清洗用水的指标类似,光学镜片工艺用水核心要求集中在四个参数:电阻率 ≥ 18.2 MΩ·cm(25℃)、TOC ≤ 5 ppb、颗粒物(>0.1μm)≤ 1 个/mL、细菌内毒素 < 0.05 EU/mL。任何一个参数不达标,下线良率就会出现明显波动——这条规律在南方多家光学玻璃代工厂的UF+RO+EDI运行台账中已经被反复验证。
一、光学玻璃行业的水质痛点
走访国内十余家光学玻璃加工厂后,我们把行业共性痛点归纳为以下三条,几乎所有良率波动都能从这三点找到根因:
- 抛光后水印与白点:镜片面型粗糙度要求Ra≤0.4nm级别时,抛光用水中即使有 0.1μm 级的颗粒或胶体,干涉下就会形成水印、白点和麻点,肉眼或显微镜下可见。客户退货率直接抬升 20–30%。
- 镀膜结合力差:镀膜前最后一道清洗用水的 TOC 一旦 > 10 ppb,残留的有机薄膜会让增透膜、反射膜的附着力下降,膜层出现针孔、起皮。这是 18.2 MΩ·cm 电阻率达标、但 TOC 不达标时最隐蔽的故障。
- 电阻率”假性达标”:老式的阴阳树脂混床出水电阻率能冲到 18 MΩ·cm,但 TOC、细菌内毒素往往同时偏高,镜面洁净度反而不如新装的 EDI 系统。问题在于混床树脂本身在使用过程中会缓慢释放有机物。
二、为什么传统工艺做不好
很多光学玻璃厂最早使用过”反渗透 + 阴阳树脂混床”或”反渗透 + 蒸馏”的方案,从原理上不算错,但在长期运行中暴露了三个结构性问题:
- 混床树脂再生频繁、酸碱消耗高:混床在进水 TOC 偏高的工况下,每 3–7 天就要再生一次,再生一次消耗 30% HCl 和 30% NaOH 各 80–150kg,加上废水处理成本,吨水运行成本常常突破 11 元。
- 蒸馏能耗高、二次污染风险大:蒸馏法虽然水质稳定,但吨水电耗超过 60 kWh,且蒸馏器内部的硅酸盐溶解会让产水 TOC 在使用一段时间后反弹,并不适合连续生产。
- 前处理薄弱、RO 膜易污堵:原水若含铁锰、胶体硅,RO 进水 SDI 容易突破 5,膜片半年内出现不可逆污堵,脱盐率从 99.2% 掉到 96% 以下,下游 EDI 立即报警停机。
这三个问题叠加的结果是:电阻率表面上去了,但 TOC、颗粒、运行成本这三项始终卡脖子。这正是 UF + RO + EDI 组合工艺要解决的。
三、UF + RO + EDI 组合工艺方案
昌海环保针对光学玻璃加工场景,提供 多介质过滤 + 软化 + UF 超滤 + RO 反渗透 + EDI 电去离子 + 终端精滤 的六段组合工艺,下图展示了完整的水循环路径:
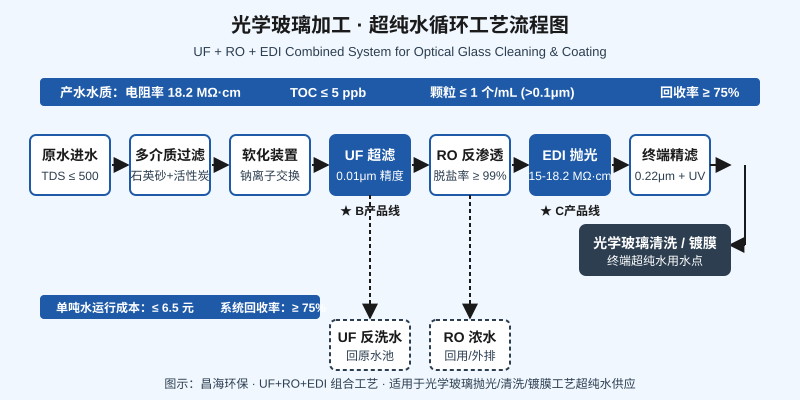
六个关键环节的作用分别是:
- 多介质过滤(石英砂 + 活性炭):去除原水浊度、余氯、有机物,为下游膜系统提供 SDI < 4 的进水。
- 软化(钠离子交换树脂):把钙镁硬度降到 < 0.5 mg/L(以 CaCO₃ 计),避免 RO 膜和 EDI 模块结垢。
- UF 超滤(0.01μm PVDF):核心预处理段,把胶体硅、细菌、大分子有机物一次截留,RO 进水 SDI 稳定 < 2。
- RO 反渗透(脱盐率 ≥ 99%):把总溶解固体从 < 500 mg/L 降到 < 10 mg/L,去除 99% 以上离子和大部分有机物。
- EDI 电去离子(15–18.2 MΩ·cm):在无化学再生的前提下把产水电阻率稳定推到 18.2 MΩ·cm,是替代混床的关键模块。
- 终端精滤(0.22μm + 254nm UV):去除 EDI 出水管道二次污染,控制终端颗粒 ≤ 1 个/mL、细菌未检出。
整套系统的 水回收率 ≥ 75%,浓水经简单回用即可作为抛光冷却循环补水或厂区绿化,整体单吨水运行成本控制在 6.5 元以内,相比传统混床方案下降约 40%。
四、关键技术参数表
下表是光学玻璃 UF+RO+EDI 组合工艺的典型出水指标与运行参数,可作为工艺设计参考:
| 工艺段 | 关键设备 | 进水指标 | 出水指标 |
|---|---|---|---|
| 原水进水 | 原水池 + 提升泵 | — | TDS ≤ 500 mg/L |
| 多介质过滤 | 石英砂 + 活性炭罐 | 浊度 ≤ 10 NTU | 浊度 ≤ 1 NTU,余氯 ≤ 0.05 mg/L |
| 软化 | 钠离子交换器 | 硬度任意 | 硬度 < 0.5 mg/L (CaCO₃) |
| UF 超滤 | PVDF 中空纤维膜 | SDI ≤ 4 | SDI ≤ 2,浊度 ≤ 0.1 NTU |
| RO 反渗透 | 苦咸水膜(低压高脱盐型) | TDS ≤ 500 mg/L | TDS ≤ 10 mg/L,脱盐率 ≥ 99% |
| EDI 电去离子 | 连续电去离子模块 | 电导率 ≤ 10 μS/cm | 电阻率 15–18.2 MΩ·cm |
| 终端精滤 | 0.22μm 终端滤芯 + UV | — | 颗粒 ≤ 1 个/mL (>0.1μm),细菌未检出 |
| 综合回收率 | — | — | ≥ 75% |
这套参数在昌海出口给东南亚、东欧的多家光学玻璃代工厂落地,实际运行稳定在 18.2 MΩ·cm、TOC 3–5 ppb,与实验室机型偏差小于 2%。
五、真实案例:印尼巴厘岛 UF+RO+EDI 80 m³/天项目
虽然巴厘岛项目的终端用途是饮用水,但它的 UF+RO+EDI 三段串联结构 与光学玻璃超纯水完全一致,对超纯水段的工艺设计具有直接参考价值。
乌布某生态度假村,60 栋 Villa,日需纯水 80 m³,原水铁锰高、浊度高且偶有大肠杆菌检出。
昌海方案:曝气除铁锰 → 砂滤 → UF 超滤(0.01μm PVDF)→ RO 反渗透(回收率 75%)→ EDI 电去离子 → 254nm UV 杀菌 → 矿化调 pH。
项目落地后关键数据:
- 产水水质:TDS < 50 mg/L,电阻率 > 15 MΩ·cm
- 铁 / 锰:0.05 mg/L / < 0.02 mg/L(均远优于项目要求)
- 系统回收率:RO 段 75% + EDI 段 90%,实际总淡水率 87%
- 零化学消毒:254nm UV + 物理过滤组合实现,无氯副产物
- 浓水回用:RO 浓水全部用于度假村有机菜园灌溉,零液体排放
把这个项目的 EDI 段出水口径切换为 18.2 MΩ·cm 抛光级,并加装 0.22μm 终端精滤 + TOC 在线监测,就是一条完整的光学玻璃超纯水生产线。结构同源、工艺成熟——这是 UF+RO+EDI 组合相对其他方案的核心优势。
六、避免踩坑的关键提醒
最后,结合过去三年光学玻璃行业的超纯水交付经验,给采购和工艺工程师五条提醒:
- EDI 之前的 RO 产水水质必须严格把关。EDI 模块要求进水硬度 < 0.5 mg/L、电导率 < 10 μS/cm、CO₂ < 5 mg/L。任何一项超标,EDI 模块电流会在 1–2 周内报警停机。
- UF 膜选型一定要 PVDF,不要 PS 或 PES。光学玻璃厂抛光工序常出现抛光粉(CeO₂、Al₂O₃)回水混入,PVDF 膜对这类硬颗粒的耐受性和反洗恢复率明显优于其他材质。
- 不要忽略终端管路材质。终端超纯水管道必须用 PVDF 或 SUS316L 镜面抛光管,普通 PPR / CPVC 管材会持续溶出有机物,TOC 在使用一周后会反弹 3–5 ppb。
- TOC 在线监测必须有,而不是只测电阻率。光学镜片镀膜工序对 TOC 极其敏感,电阻率达标但 TOC 偏高时,膜层缺陷率会飙升。
- 系统回收率不要硬冲到 85% 以上。光学镜片本身单价高,单吨水成本占比小,过度追求回收率会让 RO 浓水侧结垢、EDI 电流波动,得不偿失。75% 是经济性与稳定性平衡点。
如果你的光学玻璃产线正在被水印、镀膜不良、混床再生频繁这三件事反复困扰,UF + RO + EDI 组合工艺 是一条已经被国内外多家代工厂验证过的成熟路径——从工艺设计、设备选型、安装调试到 12 个月内免费上门巡检,可以一次性交付落地。


