光学玻璃行业对超纯水的要求严格到什么程度?镀膜车间里,一片合格光学镜片的原料成本少则几百、多则上万。如果镀膜环节因为水质问题出现条纹、脱膜、膜层发雾,整批镜片直接报废。某珠三角光学镜片工厂曾因超纯水电阻率波动,一次报废了2000片镀膜镜片,损失超过40万元。
这不是个例。根据昌海环保对30多家光学玻璃企业的调研,超过80%的水质问题根源都在3个核心参数控制不当。今天这篇文章,就把老工程师们在现场摸爬滚打多年的经验说清楚。
一、光学玻璃行业水质不过关的代价有多大
光学玻璃镀膜是典型的「用水量不大、但水质要求极高」的场景。LCD面板镀膜、光学镜片镀膜、光纤预制棒拉丝——这些工艺的共同特点是对水质极度敏感,而且一旦出问题,损失远不止水费那点账。
1. 单批报废损失惊人
光学镜片原料本身价格不菲,一片直径50mm的高端光学镜片毛坯成本少则200元。镀膜工艺需要经过镀前清洗、膜层沉积、固化等多个环节,如果水质不达标导致膜层结合力差或出现针孔,整批镜片从清洗开始就得重来。某中山客户反馈,他们曾因EDI产水TOC超标,80片镜片全部返工,直接损失12万元,停产3天。
2. 设备连锁损坏
镀膜机的真空腔体对水汽极度敏感。TOC超标会引入有机物,在高真空环境下挥发成气体,污染真空腔体,导致镀膜均匀性下降。更严重的是,有机物会与膜层材料发生反应,在镜片表面形成难以清除的污渍,只能用有机溶剂清洗——而有机溶剂本身又可能损伤膜层,形成恶性循环。
3. 膜层性能下降
镀膜用水中的硅含量过高,会在膜层中形成硅的氧化物夹杂,降低膜层的透光率和抗反射性能。某福建光学玻璃厂家生产的增透膜透光率低于设计值2个百分点,客户验货时发现折射率偏差,直接退货。追查原因,发现是原水硅含量季节性升高,而工艺中没有配置专门的硅去除工段。
二、80%项目都栽在这3个核心参数上
根据昌海环保对30多家光学玻璃企业的现场诊断数据,以下3个参数是出现频率最高、影响最大的水质指标。
参数一:电阻率达不到18MΩ·cm
电阻率是超纯水最核心的指标。光学镀膜要求电阻率≥18MΩ·cm(25℃),部分高端LCD面板镀膜甚至要求≥18.2MΩ·cm。
电阻率上不去,通常有两类原因:一是RO阶段脱盐率不足,一级RO产水电导率如果超过20μS/cm,后段EDI无论如何调整都难以弥补;二是EDI模块污染或老化,EDI对进水水质要求严苛,如果RO产水SDI超标或硬度超标,EDI膜堆会在数周内出现性能衰减。
昌海工程师在某惠州光学镜片厂家现场检测发现,该厂EDI进水硬度长期在0.5-1mg/L之间(标准应<0.1mg/L),原因是软化树脂再生不充分。调整再生周期后,EDI产水电阻率从14MΩ·cm回升至17.5MΩ·cm,稳定运行至今。
参数二:TOC超标(有机物污染)
TOC(总有机碳)是镀膜用水的「隐形杀手」。有机物来源多样:原水中的天然有机物(腐殖酸、富里酸)、预处理不充分带入的微生物代谢产物、UV灯老化产生的副产物——每一种都足以让TOC超标。
光学镀膜对TOC的要求是<10ppb,高端场景要求<3ppb。TOC超标后,有机物会在真空环境下释放,导致镀膜条纹、膜层发雾。更棘手的是,TOC不像电阻率那样可以通过在线仪表实时监测,往往要到镜片出现质量问题后才被发现,损失已经造成。
参数三:颗粒超标(≥0.2μm颗粒)
光学镀膜对颗粒的要求是<1个/mL(≥0.2μm),远严于电子级超纯水的标准(通常<10个/mL)。颗粒来源主要是:膜壳腐蚀产生的金属碎屑、管道接头残留的密封胶、预处理阶段破碎的滤料颗粒。
某深圳光纤预制棒厂家曾发现镀膜后光纤出现「亮点」缺陷,逐段排查后发现是RO膜壳内部的胶垫老化碎裂,颗粒随产水进入后段工段。更换膜壳后问题消除。
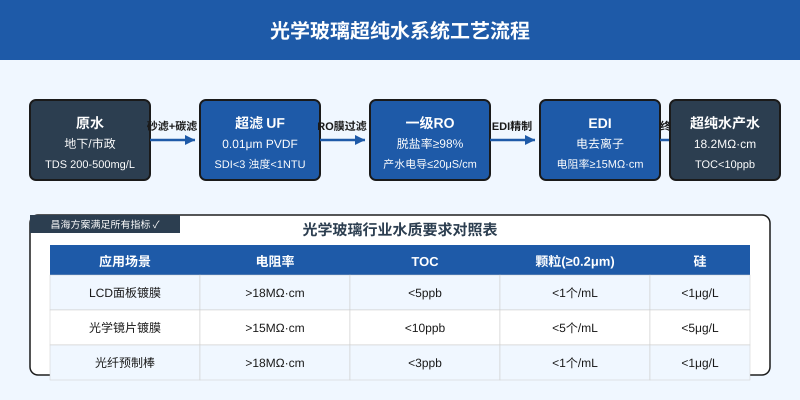
三、昌海方案:超滤+RO+EDI全膜法工艺
针对光学玻璃行业的超纯水需求,昌海环保推荐「超滤+一级RO+EDI」的组合工艺。这个工艺链每一个环节都有其不可替代的作用:
超滤(UF)— 去除胶体和大分子有机物
超滤膜(0.01μm PVDF材质)截留水中的胶体、蛋白质、大分子有机物,将原水SDI稳定控制在3以下。SDI是RO膜污染的核心指标,超滤做不好,RO膜在半年内就会因为有机物污染而通量衰减50%以上。
一级RO — 脱盐率98%以上
RO膜是整个工艺链的核心脱盐设备。昌海使用的芳香聚酰胺复合膜,脱盐率≥98%,在标准工况下产水电导率可稳定在15-20μS/cm,为EDI提供合格的进水。RO浓水含盐量约为进水5倍,可回收至前段清洗用水,节约用水。
EDI — 深度脱盐至18MΩ·cm
EDI(电去离子)模块在电场作用下进一步去除RO产水中的离子杂质,产水电阻率稳定在15-18MΩ·cm。EDI无需化学再生,连续运行,出水稳定,是光学玻璃行业的首选精制设备。

四、行业水质要求对照表(昌海方案满足全部指标)
| 应用场景 | 电阻率 | TOC | 颗粒(≥0.2μm) | 硅含量 |
|---|---|---|---|---|
| LCD面板镀膜 | >18MΩ·cm | <5ppb | <1个/mL | <1μg/L |
| 光学镜片镀膜 | >15MΩ·cm | <10ppb | <5个/mL | <5μg/L |
| 光纤预制棒拉丝 | >18MΩ·cm | <3ppb | <1个/mL | <1μg/L |
| 昌海方案保证值 | ≥18MΩ·cm | <10ppb | <1个/mL | <3μg/L |
五、选型与验收的3个避坑要点
1. 进水水质必须摸清再选型
光学玻璃厂家大多在城市工业园区,自来水或深井水水质季节性波动较大。选型前一定要做完整的水质全分析(含硅、铁、锰、TOC、碱度等指标),不能只看TDS和硬度两个参数就拍板。某珠三角客户选型时没做硅含量分析,设备到货后发现原水硅含量季节性高达500μg/L,系统出水硅不达标,不得不加装专门除硅的离子交换柱。
2. 在线仪表必须配齐,不能省
电阻率表、pH计、ORP仪、流量计——这些在线仪表是超纯水系统的「眼睛」。电阻率低于设定值时,TOC超标时,系统必须能够自动报警或切换旁路。某客户为了节省成本,只配了电阻率表,没有TOC在线监测,结果出了质量问题追查了很久才发现是TOC超标。
3. 预处理再生周期必须写进操作规程
超滤、软化、活性炭过滤——这些预处理设备的再生周期直接决定整个系统的运行稳定性。昌海工程师在多个现场发现,设备厂家交付时虽然给了操作手册,但工厂操作工人往往不按周期再生,导致EDI进水水质逐步恶化。验收时一定要确认操作规程上墙、再生记录完整。
光学玻璃行业的水处理,核心挑战不在设备本身,而在于对水质波动的预判和预处理系统的稳定运行。昌海环保有多个光学玻璃行业交付案例,从日产5吨到日产100吨的超纯水系统均有成熟方案。如需了解适合您工厂的工艺配置,欢迎联系我们获取初步方案。

