一、芯片工厂为什么离不开超纯水?
一片12英寸晶圆从硅锭到封装出货,要经历上千道工序。每道工序都在”洗”——刻蚀后要洗、沉积前要洗、研磨后也要洗。清洗用水的纯度,直接决定芯片的良率和性能。
微电子/半导体行业对水质要求极为严苛:电阻率≥18.2MΩ·cm(25℃),TOC<5ppb,颗粒(>0.2μm)<1个/mL,硅<1μg/L,细菌0CFU/mL。普通工业纯水根本无法满足,稍有杂质就会造成晶圆表面膜层污染,导致芯片失效。

二、半导体工厂的三大水质隐患
1. 电导率超标——离子污染破坏栅极氧化层
晶圆上晶体管的栅极氧化层(Gate Oxide)厚度仅几个纳米,任何Na⁺、K⁺、Cl⁻离子残留都会造成电位漂移,严重时导致器件击穿。进水电导率必须<1μS/cm,普通RO产水(50-300μS/cm)根本过不了关。
2. 有机物(TOC)残留——镀膜工艺的大敌
化学气相沉积(CVD)和物理气相沉积(PVD)工艺中,TOC过高会在膜层中形成空洞或夹杂物,导致良率下降。SEMI标准要求TOC<5ppb,需通过UV254nm深度氧化+RO+EDI组合才能稳定达标。
3. 硅含量控制——先进制程的核心挑战
7nm及以下制程中,硅微粒会桥接相邻线路造成短路。进水硅含量需控制在<1μg/L,这对预处理和膜工艺都提出极高要求。
三、昌海超纯水系统工艺方案
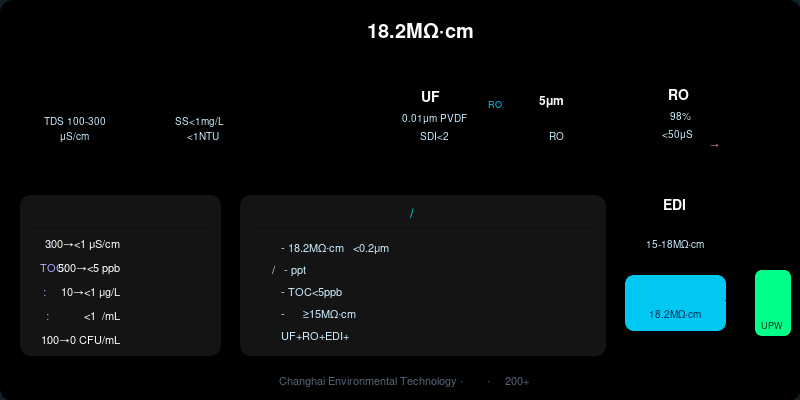
昌海环保针对微电子/半导体行业,推出UF+RO+EDI+终端精制全膜法超纯水系统,典型工艺路线:
- 原水 → 砂滤+活性炭预处理,去除悬浮物、余氯、有机物
- UF超滤(PVDF 0.01μm),截留胶体、细菌,降低SDI<2
- 5μm保安过滤器,进一步保护RO膜
- 一级RO反渗透,脱盐率98%,产水电导<50μS/cm
- EDI电去离子,电阻率提升至15-18MΩ·cm
- 终端精制(混床抛光),达到18.2MΩ·cm极限纯度
四、水质指标对比
| 水质参数 | 进水(城市自来水) | 一级RO产水 | EDI产水 | 终端精制UPW | 半导体标准 |
|---|---|---|---|---|---|
| 电导率(μS/cm) | 200-500 | <50 | <0.067 | <0.055 | <0.055 |
| 电阻率(MΩ·cm) | 0.002-0.005 | 0.02-0.05 | 15-18 | 18.2 | ≥18.0 |
| TOC(ppb) | 200-500 | 50-100 | <10 | <5 | <5 |
| 硅(μg/L) | 5-15 | <20 | <5 | <1 | <1 |
| 颗粒(>0.2μm) | 大量 | <100 | <1 | <1个/mL | <1个/mL |
五、项目案例:新加坡某芯片封装工厂
新加坡某芯片封装工厂,日需超纯水60m³用于晶圆清洗和封装工艺。昌海提供RO-2双级反渗透+EDI组合系统:
| 指标 | 设计值 | 实际运行值 |
|---|---|---|
| 产水量 | 60 m³/天 | 稳定在62-65 m³/天 |
| 产水电阻率 | ≥15MΩ·cm | 15.5-17.8MΩ·cm |
| 系统回收率 | 75% | 77-80% |
| 膜元件寿命 | ≥3年 | 已稳定运行4年未全部更换 |
| TOC稳定 | <10ppb | 3-8ppb |
该工厂反映:超纯水系统上线后,封装良率提升约2.3%,每年减少因水杂质导致的芯片报废损失约28万新元(约140万人民币)。
六、选型与投资建议
1. 预处理千万不能省
很多工厂图省钱,RO前只用PP棉精滤。运行3-6个月后SDI飙升,RO膜频繁污堵,清洗成本远超预处理升级费用。昌海建议:砂滤+活性炭+UF超滤三级预处理,虽然初始投资增加约20%,但膜寿命可延长2-3倍。
2. EDI vs 混床——要看用水量
日用水量<10m³用混床更经济;日用量>20m³建议上EDI,虽然设备成本高30-40%,但省去了树脂再生的人工和药剂费用,1-2年可回本。昌海根据客户实际用水量提供定制化方案。
3. 浓水必须回用
RO浓水TDS约600-1000mg/L,直接排放既浪费又不环保。昌海系统设计浓水回用至预处理前端或外供绿化/冲厕用水,系统综合回收率可达85%。
昌海环保专注水处理设备12年,出口东南亚、中东、非洲200+项目。如您有微电子/半导体超纯水项目需求,欢迎联系昌海技术团队,48小时内提供初步方案和水质分析报告。

