一、精细化工企业被水质拖累的3个真实场景
1. 金属离子污染产品,批次直接报废
某香料中间体合成工厂,使用某品牌纯水设备制备工艺水,电导率长期维持在 5-10 μS/cm,自认为合格。但某批次产品经气质联用检测发现铁离子含量达 0.8 mg/L,超出反应要求 0.1 mg/L 限值,整批产品报废,直接损失超过 12 万元。根本原因:软化环节缺失,水中 Ca²⁺/Mg²⁺/Fe³⁺ 在催化反应中形成配位中间体,影响反应选择性。
2. 细菌内毒素积累,导致产品稳定性异常
某药用辅料生产企业,夏季生产时产品内毒素指标频繁超标。排查发现:设备预处理中的砂滤器未及时反洗,微生物在滤料层中大量繁殖,并随进水进入后端 RO 系统。RO 膜组件在温热环境下形成生物膜,持续向产水释放内毒素。最终通过预处理消毒+EDI 深度去离子才解决问题,内毒素从 0.5 EU/mL 降至 <0.06 EU/mL。
3. 电导率波动破坏反应参数,工艺重做
某电子化学品工厂,PCB 显影液配制工序对水质极为敏感。当纯水电导率从 0.055 μS/cm 升至 0.2 μS/cm 时(仅差 0.145 μS/cm),显影液 pH 偏移 0.3 个单位,导致显影速度变化,图形精度下降,报废率上升 2.3%。问题根源:单独 RO 系统受原水温度和污染程度影响,产水电导率波动大,无法满足高精度工艺需求。
二、A+C 组合方案:超纯水设备C款+反渗透系统A款的核心逻辑
精细化工对水质的需求,本质上是在「低离子浓度」和「低有机物」两个维度同时达标。单一 RO 系统只能解决离子问题,无法稳定控制有机物和细菌。昌海环保推荐的反渗透系统A款(预处理+RO)+ 超纯水设备C款(EDI 精制)组合,正是针对这两个维度的完整解决方案。
| 水质指标 | 单独RO系统 | A+C组合方案 | 精细化工要求 |
|---|---|---|---|
| 产水电阻率 | 1-5 MΩ·cm | 16-18.2 MΩ·cm | ≥15 MΩ·cm |
| 电导率 | 50-500 μS/cm | 0.055-0.067 μS/cm | <0.1 μS/cm |
| TOC | 200-500 ppb | <50 ppb | <100 ppb |
| 细菌内毒素 | 0.1-1 EU/mL | <0.06 EU/mL | <0.25 EU/mL |
| 金属离子(Fe/Cu) | 5-50 μg/L | <1 μg/L | <5 μg/L |
| 系统回收率 | 60-70% | ≥80% | — |
| 年运行成本 | 基准 | 降低约25% | — |
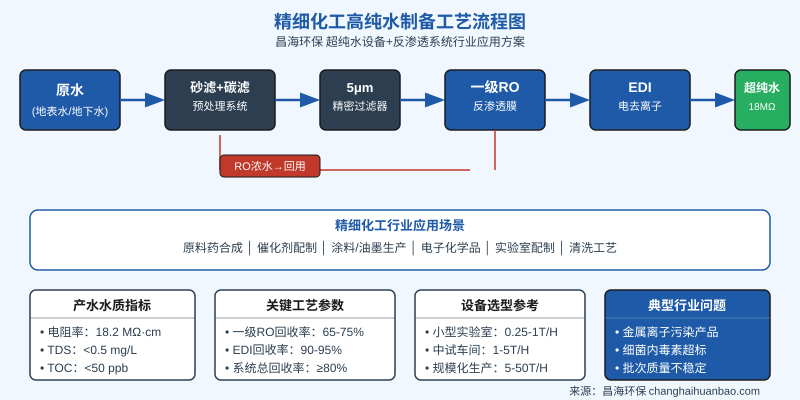
工艺路线:原水 → 砂滤+碳滤预处理 → 5μm精密过滤 → 一级反渗透(回收率65-75%)→ EDI电去离子(回收率90-95%)→ 超纯水产水。EDI 段利用离子交换膜和电场作用,无需化学再生,持续产出高纯水;同时大幅减少RO浓水量,降低废水处理负担。

三、3个让精细化工企业算清楚账的数据
数据1:膜污染速度决定运维成本
某涂料工厂使用未经预处理的原水直接进入 RO 系统,膜污染速度是正常值的 3 倍,每年更换膜组件费用超过 8 万元。增加砂滤+碳滤预处理后,膜更换周期从 6 个月延长至 24 个月,年维护成本降至 2.1 万元。以设备寿命 8 年计算,仅膜费用就节省近 50 万元。
数据2:回收率提升带来真实节水收益
A+C 组合方案系统回收率可达 80% 以上。以 10T/h 设备为例,相比单独 RO 系统(回收率 65%),每天多产超纯水约 3.6 吨,年节水约 1300 吨。按工业用水 4.5 元/吨计算,年节省水费约 5850 元;同时浓水排放量减少约 40%,废水处理费用同步下降。
数据3:故障停机损失远超设备差价
精细化工批次生产周期通常 8-24 小时。一旦纯水系统故障导致生产中断,清洗反应釜、重新配制溶液的时间成本极为高昂。某医药中间体工厂统计:单次意外停机平均损失 2.8 万元(重新配料+清洗+延误交货)。A+C 方案的双机备份设计(RO 主机+EDI 备用通道)可将年故障停机时间控制在 48 小时以内,相比单级系统年均节省超过 15 万元。
四、选型和运行中的3个常见误区
误区1:认为电导率达标就等于水质合格
电导率只能反映水中离子总量,无法区分离子种类和有机物含量。精细化工中的均相催化反应对铁、铜等过渡金属离子极度敏感,即使电导率只有 0.1 μS/cm,若含有 0.5 mg/L 的 Cu²⁺,就可能完全破坏反应选择性。EDI 精制不仅降低离子总量,还能通过离子交换树脂选择性去除对工艺有干扰的重金属离子。
误区2:轻视预处理,导致整个系统失效
RO 膜的价格约为预处理系统的 3-5 倍,但预处理做不好,RO 膜寿命从 3-5 年缩短至 6-12 个月,综合算账远不划算。精细化工原水通常取自市政自来水或地下水,需重点关注:余氯(氧化RO膜)、硬度(结垢)、悬浮物(污染膜面)。砂滤去除颗粒物,碳滤吸附余氯和有机物,两者缺一不可。
误区3:EDI 不需要维护
EDI 膜堆虽无需化学再生,但仍有维护节点:淡水通道堵塞(颗粒物积累)、离子交换膜结垢(硬度离子)、阳极极化(长期高电流运行)。建议每季度检测产水电阻率,每年检查膜堆压差。若电阻率从 18.2 MΩ·cm 降至 15 MΩ·cm 以下,需进行在线酸洗或更换膜堆。
五、昌海环保案例:东南亚某精细化工园区的A+C方案
某东南亚精细化工园区内企业,主营电子级溶剂和医药中间体,日产水量需求 15T/h,原使用某国产品牌单RO系统,产水电阻率仅 2-3 MΩ·cm,内毒素经常超标。昌海环保为其配置:反渗透系统A款(3T/h × 3套,1用2备)+ 超纯水设备C款(EDI 产水 15T/h)+ 循环分配系统。改造后:产水电阻率稳定在 17-18.2 MΩ·cm,内毒素 <0.06 EU/mL,连续运行 14 个月无故障,膜组件未更换。该企业反馈:因水质问题导致的批次报废率从 1.8% 降至 0.3%,年减少损失超过 60 万元。
精细化工纯水系统不是买一台设备那么简单,而是需要针对具体工艺的水质要求,设计完整的「预处理+RO+EDI」工艺链。昌海环保可根据您的原水水质、产品工艺和产能需求,提供定制化方案设计和设备选型建议。

