一、精细化工纯水用不好,代价有多大?
精细化工涵盖原料药合成、涂料涂层、电子级溶剂配制、实验室分析等领域,生产全过程离不开高纯度用水。然而,许多精细化工企业在纯水制备环节频频”踩坑”——要么水质疑点超标导致反应失败,要么设备腐蚀停产整改,每起事故背后都是数万元乃至数十万元的直接损失。
1. 电导率超标:原料药反应釜批量报废
某药企中间体生产线,使用离子交换树脂传统工艺制备纯水。因树脂老化未及时更换,产水电导率从 4.8 μS/cm 飙升至 28 μS/cm,含有的微量 Cl⁻、Na⁺ 与反应原料发生副反应,一批 800kg 原料药中间体全部报废,直接损失超过 42 万元,后续环保整改又花了 18 万元。
2. 硬度超标:涂料涂层出现鱼眼缺陷
某涂料厂使用未经软化的纯水配制涂层浆料,Ca²⁺/Mg²⁺导致颜料分散不均,涂层固化后出现大量鱼眼和缩孔。整批 3.2 吨成品涂料被迫降级处理,损失 28 万元;客户端涂层缺陷导致客户索赔额外 15 万元。
3. 腐蚀性离子:电子溶剂配制失败
某光刻胶配制车间使用 RO 产水(电阻率仅 0.5 MΩ·cm),水中的溶解氧和微量金属离子与光敏单体发生反应,配制完成后光敏性不达标,批次报废,直接损失 35 万元,同时影响了客户准时交货的信誉。
二、精细化工水质标准:对标国际才不被卡脖子
精细化工不同工序对水质要求差异极大,以下是常见场景的水质要求对照表:
| 应用场景 | 电导率/电阻率 | TOC | 关键指标 | 推荐工艺 |
|---|---|---|---|---|
| 原料药/中间体合成 | <5.1 μS/cm | <500 ppb | Cl⁻ <0.5mg/L · 无菌级 | 二级RO+EDI |
| 涂料/涂层配制 | <10 μS/cm | <200 ppb | 硬度接近零 · Cl⁻ <1mg/L | 软化+一级RO |
| 电子级溶剂配制 | ≥15 MΩ·cm | <100 ppb | 金属离子 <1 μg/L | 二级RO+EDI+抛光 |
| 实验室分析用水 | ≥18 MΩ·cm | <50 ppb | 颗粒 <1 个/mL · 微生物 0 | RO+EDI+终端精制 |
注:国内精细化工企业普遍存在”水质标准对标不清”的困境——许多工厂将普通 RO 纯水用于所有工序,既浪费,又埋下质量隐患。精细化工超纯水的核心难点在于:有机物(TOC)、溶解性气体(O₂、CO₂)和痕量金属离子必须同时控制,单一工艺无法实现。
三、昌海方案:二级RO+EDI全膜法工艺详解
昌海环保针对精细化工行业开发了”二级RO+EDI全膜法”纯水系统,以福建某原料药厂为例,项目于 2024 年 Q3 投产,至今稳定运行超过 14 个月:
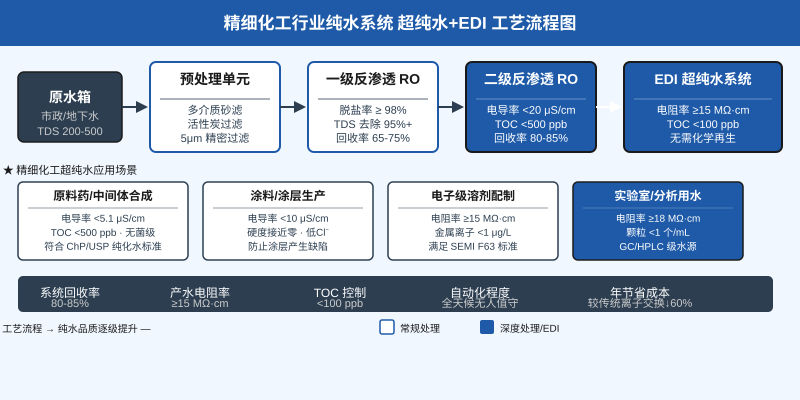
1. 预处理单元:保护RO膜的第一道防线
原水首先经过多介质砂滤(去除浊度和悬浮物)、活性炭过滤(去除余氯和有机物),再通过 5μm 保安过滤器进入 RO 系统。这一步的作用是:将 SDI 降到 <4,防止 RO 膜不可逆污染。许多工厂跳过预处理导致 RO 膜 3 个月就堵死,更换一次 RO 膜费用动辄数万元。
2. 一级 RO:粗脱盐,降低 95%+ TDS
采用昌海自研 RO-2 系统,一段式设计,脱盐率 ≥ 98%,回收率 65-75%。一级 RO 产水 TDS 可从原水 300-500 mg/L 降至 5-15 mg/L,去除了绝大部分溶解性盐分,为后续深度处理减轻负担。
3. 二级 RO:精密脱盐,产水电导率 <20 μS/cm
二级 RO 使用特殊抗污染膜元件,对 Cl⁻、NO₃⁻ 等弱酸根离子的脱除率超过 99%。这正是精细化工涂料涂层、电子级溶剂配制环节最需要控制的——Cl⁻ 浓度降到 0.1 mg/L 以下,才能彻底避免产品产生腐蚀性缺陷。
4. EDI 电去离子:超纯水核心,无需化学再生
EDI 是精细化工超纯水的”终极武器”。通过电渗析原理,EDI 将水中残余离子迁移去除,产水电阻率稳定在 ≥15 MΩ·cm,TOC <100 ppb。相比传统离子交换树脂柱,EDI 的优势是无需酸碱再生、无废水化学污染、产水水质稳定不衰减。这是该福建药企最终选择昌海方案的核心原因:GMP 审计明确要求纯水系统”无化学再生工艺”。
四、三组真实数据对比:RO+EDI vs 传统离子交换
| 对比指标 | 传统离子交换 | 昌海二级RO+EDI | 差距分析 |
|---|---|---|---|
| 产水电阻率 | 5-10 MΩ·cm(衰减快) | 15-18 MΩ·cm(稳定) | EDI持续高端水质 |
| TOC控制 | <500 ppb(需频繁再生) | <100 ppb(自动运行) | 有机物控制稳定 |
| 运行成本(5m³/h规模) | 约2.8万元/月(树脂再生+药剂) | 约1.1万元/月(仅电力+耗材) | 年节省20万元+ |
| 化学废液排放 | 每月约1.5m³酸碱废液 | 零化学废液 | 环保合规无压力 |
| 维护频率 | 每月再生,每年换树脂 | 每6个月换滤芯,2-3年换膜 | 人工+停机成本↓70% |
| 适合GMP审计 | 需额外验证文件 | 工艺文档完整,可追溯 | 符合FDA/EMA要求 |
昌海二级RO+EDI系统相比传统离子交换,年运行成本降低60%以上,且水质稳定无衰减、维护强度低,在精细化工行业头部企业中已形成替代趋势。
五、业主常见选型误区:三个坑踩了至少一个
坑一:用一级RO替代二级RO,水质勉强”够用”
一级RO产水电导率通常在 20-50 μS/cm,对于普通工业清洗够用,但对于精细化工涂料、电子级溶剂配制、原料药合成而言,Cl⁻ 和弱酸根离子浓度远超标准。许多企业初期觉得”差不多能用”,等客户审核时才发现水质报告数据不达标,整改成本远高于直接上二级RO。
坑二:只看采购价格,忽视耗材和再生成本
一套 5m³/h 离子交换系统采购价约 8 万元,看似便宜;但每月再生树脂需消耗工业盐酸、氢氧化钠约 1.5 万元,加上人工和废液处理,综合运行成本比昌海RO+EDI方案高出一倍不止。选型时务必算清三年全生命周期成本。
坑三:EDI选型偏小,回收率不达标
部分供应商为降低报价,推荐小于实际需求的EDI型号,导致浓水排放量过大、回收率仅 60-70%。昌海方案通过优化EDI模块选型和段间增压设计,将系统回收率提升至 80-85%,以 10m³/h 规模计算,每天可减少新鲜水取用量约 1.5m³,年节约水费超 3 万元。
六、昌海精细化工纯水方案:交付能力与保障
昌海环保精细化工行业纯水方案的核心优势:
全膜法工艺链:预处理 → 一级RO → 二级RO → EDI,产水水质覆盖普通清洗水(<20 μS/cm)到电子级超纯水(≥15 MΩ·cm),一套系统满足精细化工全工序需求。
工程案例验证:昌海已为东南亚某原料药厂、福建某涂料集团、韩国某电子级溶剂配制工厂提供 RO+EDI 系统,产水水质通过当地药监局审核和客户 GMP 审计。
48小时交付承诺:标准 5m³/h 系统交货期 6-8 周;批量采购客户可协商交期提前,昌海工厂可承接紧急项目优先排产。
远程监控与运维:系统接入昌海云平台,实时监控产水水质、膜性能、耗材寿命;客户可随时查看运行数据,运维成本透明可控。
精细化工高纯水不是”买台RO机器”那么简单——水质标准对标不清、选型参数不规范、后期运维不到位,每一步都是成本的坑。昌海环保二级RO+EDI全膜法方案,用真实数据和案例验证,帮精细化工企业把纯水成本降下来、把产品质量稳下来。

