一、超纯水验收的常见误区:只看电阻率
半导体晶圆厂、光伏组件、电子化工等高端制造业,对超纯水(UPW)的水质要求极为严苛。但在工程验收环节,大量项目只测电阻率,看到18.2 MΩ·cm就签字放行。这种做法存在巨大隐患——电阻率反映的是水中离子浓度,而对产线良率影响更大的有机物、微生物、溶解硅这3项隐蔽指标,往往处于”测不到”或”被忽视”的盲区。
某12英寸晶圆厂UPW系统曾因TOC超标(实测38 ppb,远超< 10 ppb标准),导致光刻胶清洗不彻底,整条产线启动后被迫停机整改,整改周期长达21天。类似案例在电子超纯水领域屡见不鲜。
二、3项必检的隐蔽水质指标
依据 SEMI F63、ASTM D5127 等国际标准,半导体级超纯水除电阻率外,必须同时满足以下3项指标。这3项指标对应3种不同性质的污染物,无法用单一仪表替代检测。
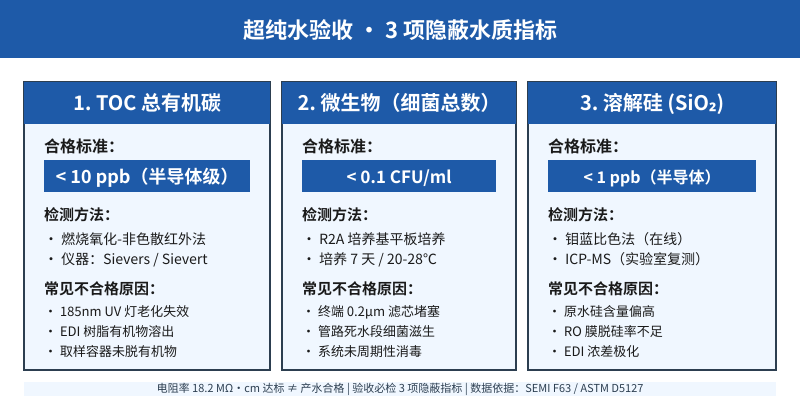
1. TOC(总有机碳)
合格标准 < 10 ppb(半导体级)。TOC反映水中残留的有机物浓度,直接影响光刻、清洗工艺的良率。常见检测方法为燃烧氧化-非色散红外法,仪器如 Sievers M9 系列。
2. 微生物(细菌总数)
合格标准 < 0.1 CFU/ml。超纯水系统末端若滋生细菌,会在晶圆表面形成生物膜,造成缺陷。检测采用 R2A 培养基平板培养法,培养条件 20-28℃ × 7天。
3. 溶解硅 (SiO₂)
半导体级要求 < 1 ppb,一般电子级 < 5 ppb。溶解硅会在晶圆氧化工艺中形成缺陷点,导致良率下降。检测方法为钼蓝比色法(在线)或 ICP-MS(实验室复测)。
三、检测操作要点:90%项目栽在这3个环节
电阻率可以在线监测,但 TOC、微生物、溶解硅需要现场取样送检或离线分析,操作不当就会导致”假合格”。以下3个环节是工程现场最常出现问题的:
1. 取样点设置不规范
常见错误:在主管路阀门处取样,样品中混有死水段细菌和颗粒物。正确做法应在使用点(POU) 或 回路末端回流口 取样,模拟实际用水工况。取样前需排放至少 5-10 倍管路容积的死水。
2. 取样容器未脱有机物 / 未灭菌
TOC 取样必须使用预先脱有机物的硼硅玻璃瓶(如 I-Chem 品牌);微生物取样必须使用无菌容器,现场操作避免二次污染。许多项目用普通塑料瓶取 TOC 样,导致基线漂移 5-15 ppb,被误判为”系统不合格”。
3. 送检时间窗口失控
微生物样品要求取样后2小时内送检并开始培养;TOC 样品应在 4小时内 分析,否则细菌代谢和有机物降解都会导致数据失真。冬季气温低时可延长至6小时,但必须冷藏运输(4℃)。
四、典型不合格原因与整改措施
结合近2年半导体、光伏、电子化工等领域的超纯水验收案例,3项隐蔽指标不合格的常见原因与对应整改措施整理如下:
| 隐蔽指标 | 常见不合格原因 | 整改措施 |
|---|---|---|
| TOC | 185nm UV 灯老化失效(> 8000 小时) | 更换 UV 灯管,监测 UV 强度 ≥ 70 mJ/cm² |
| TOC | EDI 模块树脂有机物溶出 | 反洗 EDI 模块,必要时更换树脂 |
| TOC | 取样容器未脱有机物 | 更换 I-Chem 硼硅玻璃瓶 |
| 微生物 | 终端 0.2μm 滤芯堵塞或失效 | 更换终端过滤器(建议每 6 个月) |
| 微生物 | 管路死水段细菌滋生 | 整改管路死角(流速 ≥ 1.5 m/s) |
| 微生物 | 系统未周期性消毒 | 每月 1 次高温(> 80℃)热水消毒 |
| 溶解硅 | 原水硅含量偏高(> 20 mg/L) | RO 前置增加软化 + 强碱阴床 |
| 溶解硅 | RO 膜脱硅率不足 | 检查 RO 膜完整性,必要时更换 RO 膜 |
| 溶解硅 | EDI 浓差极化导致硅泄漏 | 调整 EDI 电流(< 4A)和浓水流量 |
五、给业主验收的检查清单
为避免验收环节”看电阻率就签字”,建议业主在验收前强制要求第三方检测机构出具以下报告:
1. TOC 检测报告:使用 Sievers 或等同仪器,覆盖 POU 取样,提供检出限和回收率数据。
2. 微生物培养报告:R2A 培养基 × 7天培养,提供原始菌落计数照片和平行样数据。
3. 溶解硅检测报告:钼蓝法或 ICP-MS,提供检出限(< 1 ppb)和加标回收率(90-110%)。
4. 电阻率/温度曲线:24小时连续在线数据,覆盖系统稳定运行时段(避免刚冲洗后高电阻率假象)。
满足以上4份报告 + 电阻率持续达标,方可签字验收。否则一旦产线启动后再发现问题,整改周期通常 15-30 天,损失远超验收检测成本(典型 3 项第三方检测费用仅 8000-15000 元)。

