一、反渗透膜”一夜报废”是怎么发生的
某电子厂2025年10月调试期反渗透系统白天正常产水,傍晚停机过夜,第二天开机发现末端3支膜元件进水端变形、脱盐率从99.2%掉到80%。拆开压力容器才发现膜元件内部完全干燥,玻璃钢外壳内侧有白色结晶盐——这是典型的”膜元件干烧”事故。
这种事故的根本原因不是膜质量差,也不是预处理故障,而是停机时没执行低压冲洗置换浓水。膜壳内残留的高浓度盐水在停机后缓慢渗过膜元件,渗透压差反向把水分抽走,膜面析出氯化钠结晶,堵死膜孔。这一过程在夏季高温下3小时即可完成。
1. 膜元件干烧的核心机制:渗透压反向抽水
停机后浓水侧浓度更高——以75%回收率计算,浓水电导率约为进水4倍。膜反向渗水,产水侧管路封闭,水无处可去,只能在膜内部蒸发、浓缩、析盐。一旦结盐形成,化学清洗都很难恢复。
2. 行业规范要求与90%项目现状
- 停机≤30分钟:低压冲洗置换,置换时间≥3分钟
- 停机30分钟-7天:置换后膜元件浸泡在RO产水中
- 停机>7天:拆卸浸泡于1%亚硫酸氢钠保护液
- 环境温度>35℃:冲洗流量需提高30%
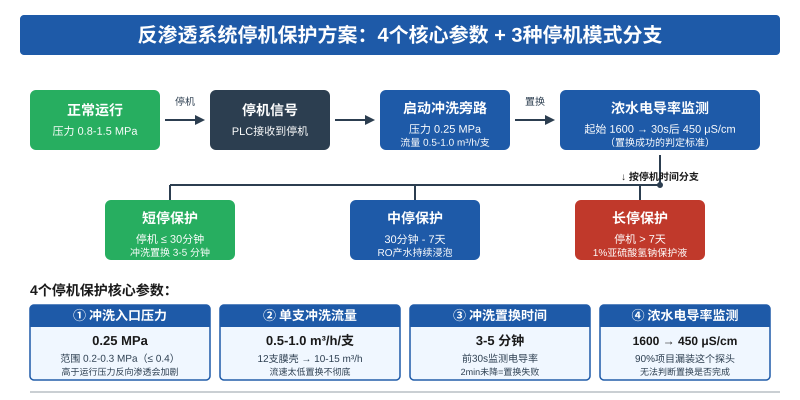
二、4个停机保护核心参数:90%项目缺其中2个
1. 冲洗入口压力:0.25 MPa(远低于运行压力)
反渗透运行压力通常在0.8-1.5 MPa,停机冲洗必须用低压。原因是冲洗是为了置换浓水而非产水,高压反而会推动水通过膜元件,达不到置换效果。推荐范围0.2-0.3 MPa;最高不超过0.4 MPa。控制方式:PLC程序切换到冲洗模式时,开启冲洗泵旁路、关闭高压泵,确保压力恒定在0.25 MPa。
2. 单支冲洗流量:0.5-1.0 m³/h(按膜壳支数配置)
冲洗流量的设计原则是确保浓水侧流速足够高——流速太低置换不彻底,流速太高膜元件进水端受水锤冲击易损。单支8040膜元件推荐0.5-1.0 m³/h。6芯膜壳×2段共12支膜元件:冲洗总流量=12×(0.5~1.0)=6-12 m³/h,按1.2-1.5倍安全系数,冲洗泵推荐10-15 m³/h。
3. 冲洗置换时间:3-5分钟
冲洗时间理论计算公式:膜壳总容积×3÷冲洗流量。实际工程经验3-5分钟即可完成浓水置换(RO浓水浓度是进水4倍,3倍置换即可降到原进水水平)。但要注意前30秒浓水电导率必须监测,若未下降说明置换失败。
4. 浓水电导率在线监测:90%项目漏装的关键探头
- 起始浓水电导率:约1600 μS/cm(进水×4)
- 30秒后:下降到接近进水值(约450-500 μS/cm)
- 1分钟内:稳定到RO产水水平(<30 μS/cm)
- 如果2分钟内未下降到进水值,说明置换失败
三、停机保护程序的3个常见错误
1. 高压泵停机后才开冲洗泵(顺序错)
90%项目的电气逻辑是”高压泵停机→延时5秒→启动冲洗泵”,这让膜元件在5秒内承受从1.2 MPa骤降到0再到0.25 MPa的水锤冲击,导致O型圈错位、产水管裂纹。正确顺序:停机信号→立即停高压泵→0.5秒内启动冲洗旁路→计时3分钟→停冲洗泵。
2. 冲洗水源用原水而非RO产水
有些项目用预处理后的原水做冲洗——但原水SDI可能>4、浊度>1 NTU、余氯>0.1 mg/L。这样冲洗反而污染了已经干净的膜元件。必须用RO产水冲洗(SDI<3、余氯<0.05 mg/L),省一台产水中间水箱的钱,但赔上一组膜元件。
3. 长时间停机不切保护液(>7天没浸泡保护液)
春节、国庆、产线改造等超过7天的停机,低压冲洗不能长期保护膜元件。膜元件需要1%亚硫酸氢钠保护液浸泡,每30天更换一次,否则脱盐率永久下降5-15%,无法通过清洗恢复。
四、改造方案:给现有RO系统加装停机保护
对已投运但没设计停机保护的反渗透系统,单独加装一套”停机保护模块”是性价比最高的方案:
- 小流量冲洗泵(流量0.5-1.0 m³/h×膜壳支数,扬程0.3 MPa)
- 浓水电导率在线探头(量程0-3000 μS/cm)
- PLC逻辑扩展:3种停机模式自动切换
- 电动阀门组:冲洗旁路、浓水排放
整套模块成本5-15万元(视系统规模),现场安装调试3-5天。比换一组膜元件(12支×5000-8000元=6-10万元)还便宜,改造成本回收期不到一次事故。
昌海环保的RO系列产品从设计阶段就内置了完整的停机保护逻辑:PLC程序预置3种停机模式——短停(≤30分钟)、中停(30分钟-7天)、长停(>7天),对应不同的冲洗和保护流程。RO-1到RO-4型号已经把冲洗泵、置换流量计、浓水电导率探头集成在控制柜内,开机即用。对于高回收率、低温、海水等特殊工况,可单独调整停机保护参数而无需重写PLC程序。

