上周去一个垃圾渗滤液项目现场做调试支持。工程师一看见我们就抱怨:高压泵一启动就跳停,反复试了七八次都不行,调了 PLC 阈值、换了压力开关都没用,整个工期延误 4 天。现场一看仪表盘,进水 ORP 显示 380 mV——这就是典型的”膜保护性停机”。
高压反渗透(高压 RO,工作压力 75~120 bar)和普通反渗透(10~30 bar)完全是两个量级。压力越高,对进水水质越敏感——进水稍微有点”杂质”,在高压下都会被”压”进膜面污染层,导致通量衰减。下面把 90% 调试失败案例背后的 3 个进水参数掰开讲清楚。
一、高压反渗透的”压力”特征
高压反渗透系统的核心是高压泵+卷式 RO 膜元件,工作压力 75~120 bar。压力越高,对进水水质越敏感——任何杂质都会被高压”压”入膜面污染层。
对比来看,普通 RO 进水要求 SDI<4、余氯<0.1 mg/L;高压 RO 通常要求更严:SDI<3、余氯 ND(检测不到)、温度 25±2℃。这三个数字,就是调试现场最容易卡壳的三个门槛。
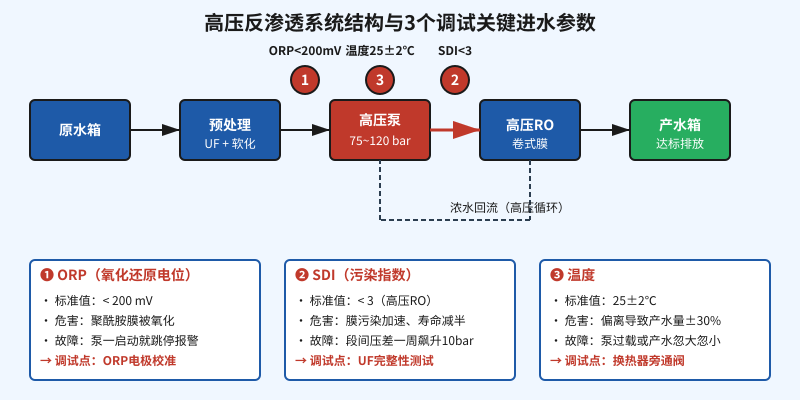
二、调试现场 3 个最容易出错的进水参数
1. ORP(氧化还原电位)—— 余氯的”影子指标”
ORP 与余氯强相关,但比 DPD 比色法更实时:<200 mV 表明余氯接近 ND(安全);200~350 mV 为警戒区;>350 mV 则余氯肯定超标。高压 RO 用的是聚酰胺复合膜,余氯 0.1 mg/L 长期运行就能把膜寿命缩短 50%~80%;而 75 bar 高压下,氧化速度比常压翻倍。
现场特征:高压泵一启动,ORP 显示 380 mV,PLC 收到膜进水超限信号强制停机——很多工程师第一反应去调 PLC 阈值或换压力开关,方向完全错。正确动作是先查 ORP 电极是否被污染或未校准,再查活性炭过滤器是否饱和。
2. SDI(污染指数)—— 膜污染的”天气预报”
SDI 测的是 15 分钟内 0.45μm 滤膜的堵塞率,反映胶体和悬浮物的潜在污染能力。高压 RO 要求 SDI<3,最好<2;普通 RO 允许 SDI<4。这 1 个点的差异,在 75 bar 高压下会被放大成”段间压差一周飙升 10 bar”——本周 SDI 3.5,下周段间压差就从 2 bar 涨到 12 bar,膜污染已经不可逆。
现场特征:UF 产水 SDI 长期在 3.5 左右波动,工程师以为”反正<4 应该行”——这种心态在普通 RO 项目能撑过去,在高压 RO 项目必然翻车。正确做法是 UF 完整性测试(压力衰减法)每周一次,下降 0.05 bar 以上即视为膜丝断裂。
3. 温度 —— 容易被忽略的”隐形杀手”
水的粘度随温度变化很大:每升高 1℃,产水通量约增加 2.5%;从 25℃ 跌到 15℃,通量下降 25%。高压泵的额定电流是按 25℃ 进水算的,温度降到 10℃ 时,泵的负载电流瞬间超限,触发热继电保护——这是冬季调试最常见的”泵一启动就跳”原因。
现场特征:夏天调试正常,冬天同样的设备、同样的进水,泵启动后 30 秒就跳。解决方法不是加大泵功率,而是给高压泵前加板式换热器+温度自控阀,把进水温度锁在 25±2℃。
三、调试常见故障诊断对照表
把上面 3 个参数映射到 3 类典型故障,整理成下面这张现场排查清单:
| 故障现象 | 第一怀疑参数 | 第二怀疑参数 | 快速处理动作 |
|---|---|---|---|
| 高压泵启动即跳停(电流超限) | ORP>350 mV(余氯高) | 温度<15℃(粘度大) | 查活性炭罐饱和度+ORP电极校准;加装换热器 |
| 段间压差一周飙升≥10 bar | SDI>3(胶体污染) | ORP 200~350 mV(累积氧化) | UF完整性测试+反洗;强制化学清洗膜元件 |
| 产水量忽大忽小(±30%波动) | 温度漂移(>5℃/天) | SDI 波动(进水水质变化) | 温度自控阀调试;UF出水加在线SDI监测 |
| 产水电导率缓慢升高 | ORP>200 mV(膜氧化) | SDI>4(膜污染致脱盐率下降) | 活性炭更换;查膜元件是否需要更换 |
| 高压泵噪音异常+振动大 | 温度<10℃(气蚀) | SDI>5(膜污染致背压高) | 停泵排气+升温;膜污染诊断+清洗 |
四、避免调试失败的 4 个动作清单
1. 调试前 24 小时:3 个仪表必须校准
ORP 电极用 220 mV 标准液校准(误差<±5 mV);SDI 仪用 0.45μm 滤膜做空白测试(15 min 流量下降<5%);温度传感器用 25.0℃ 标准温度计比对(误差<±0.5℃)。这 3 个仪表在调试前必须确保读数可信,否则后面所有”故障排查”都是沙上城堡。
2. 调试第一小时:低压冲洗 30 分钟后再升压
高压 RO 调试不能直接拉到 75 bar。先用 0.5~1 bar 低压冲洗 30 分钟(同时排空膜元件内的保护液和气泡),再分 5 级阶梯升压:1 bar → 15 bar → 30 bar → 60 bar → 75 bar,每级停留 5 分钟观察电流和压差。直接高压启动是 80% 调试故障的诱因。
3. 调试第二小时:3 个参数同时监测 60 分钟
升到 75 bar 后稳定运行 60 分钟,同步记录 ORP、SDI、温度的实时曲线。任何一项偏离允许范围,立刻停机检查——不要相信”再观察 10 分钟会自己好”,高压系统没有”自己好”这回事。
4. 调试完成前:3 项数据归档
调试合格后,必须把以下 3 项数据写入设备档案:(1) 满负荷下 ORP/SDI/温度的基准值;(2) 高压泵额定电流+段间压差的初始值;(3) UF 完整性测试的初始压力衰减基准。这些数据是后续运维阶段判断”是否要清洗膜”的唯一依据。
五、结语
高压反渗透调试的难点不在设备本身,而在 3 个进水参数的同步控制。ORP、SDI、温度任何一个失守,75 bar 的工作压力都会把它放大成不可逆的故障。把这 3 个参数的监测、报警、连锁逻辑在 PLC 里写死,再配合上面 4 个动作清单,调试一次过的概率能从 50% 拉到 90% 以上。

