半导体晶圆清洗、光伏电池生产、LCD 面板镀膜——这些工艺对水质的要求是 18.2 MΩ·cm(25℃)。但很多项目实际运行下来,EDI 段产水电阻率长期卡在 15-16 MΩ·cm,怎么也上不去 18.2。问题往往不在膜本身,而在 EDI 进水的 3 个硬指标:可交换阴离子 TEA、硬度、余氯——90% 项目这三个点根本没装在线监测,只能靠人工每周送检一次样,等发现水质掉下来时,EDI 模块已经“吃了” 3-6 个月的氧化损伤。
一、工艺路线全貌:UF+RO+EDI 三段各自管什么
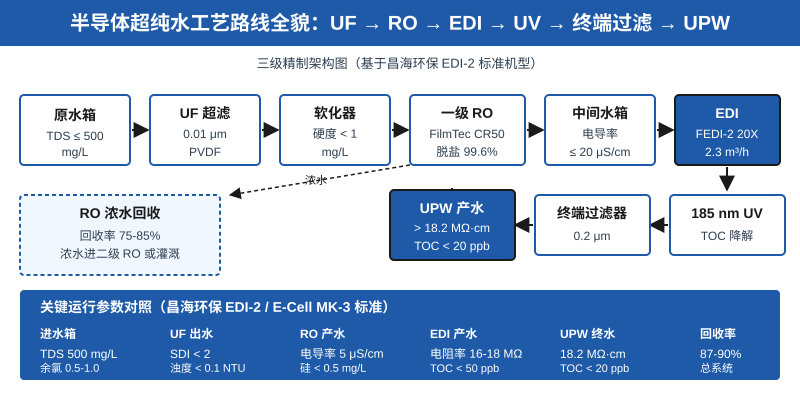
半导体超纯水(UPW)典型路线分三段,每段职责完全不同:
- UF 段(预处理):PVDF 中空纤维,孔径 0.01-0.02 μm,负责把 SDI 从原水的 5-6 压到 SDI < 2,同时拦截胶体、细菌和大分子有机物。这一段决定了 RO 膜能不能活到 5 年而不是 2 年。
- RO 段(一次脱盐):FilmTec Fortilife CR50 / BW30 这类苦咸水膜,工作压力 10-15 bar,把 TDS 从 500 mg/L 拉到 5-10 μS/cm(脱盐率 ≥ 99.6%)。RO 段出水的电导率直接决定 EDI 进水能不能达标——EDI 要求 ≤ 20 μS/cm(推荐 < 10 μS/cm),否则 EDI 模块会被迫升高电压,导致树脂极化和结垢。
- EDI 段(精脱盐):QUA FEDI-2 / Veolia E-Cell MK-3 / IONPURE LXM 系列,工作电压 0-300 VDC,把 RO 产水从 5-10 μS/cm 精脱到 15-18.2 MΩ·cm。EDI 段是决定超纯水能不能稳在 18.2 的最后一公里。
二、EDI 进水的 3 个硬指标(90% 项目没装在线监测)
Veolia E-Cell MK-5 数据手册给出的 EDI 进水硬性要求:这三个指标有一个不达标,EDI 模块寿命会从设计 5-8 年直接缩短到 6-12 个月——而且是不可逆损伤,无法通过再生恢复。
| 参数 | 限值要求 | 超标后果 | 在线监测建议 |
|---|---|---|---|
| 可交换阴离子 TEA(以 CaCO₃ 计) | < 25.0 ppm | 树脂饱和过快,周期清洗频率从季度缩到周 | 电导率 + pH 联合推算,或装专用 TEA 在线表 |
| 硬度(以 CaCO₃ 计) | < 1.0 ppm | 阴离子交换膜表面结垢,压差飙升 | 在线硬度分析仪(EDTA 滴定法) |
| 总氯 | < 0.05 ppm | 树脂氧化降解,模块 6-12 个月报废 | ORP 在线表(< 200 mV 安全区) + DPD 比色法每周校核 |
| 活性硅 | < 1.0 ppm | 阴膜硅垢,产水硅反弹 | 在线硅表(月度校准) |
| SDI(15 min) | < 1 | EDI 流道堵塞,淡水压差上升 | SDI 测定仪(每周 1 次) |
| TOC | < 0.5 ppm | 树脂有机污染,产水 TOC 反弹 | 在线 TOC 表 |
| Fe / Mn / H₂S | < 0.01 ppm | 重金属沉积,膜电极中毒 | 实验室 ICP-MS 季度检测 |
核心结论:上面 7 个指标里,90% 国内项目只装了电导率,其它都靠人工送检。等发现问题,往往已经过了 3-6 个月。E-Cell MK-5 手册里建议至少装 电导率 + ORP + pH + SDI 这 4 个在线监测,其它做每周人工校核。
三、EDI 段产水电阻率上不去 18.2 的 3 个工艺盲区
即使 EDI 进水达标,产水电阻率仍可能卡在 16 MΩ·cm。三个常见盲区:1)流量偏设计点 — QUA FEDI-2 20X 设计 2.3 m³/h,流量推到 3.0+ 会让淡水室停留时间从 30 s 缩到 18 s,离子来不及迁移就带出,电阻率反而下降;2)浓水循环比失衡 — 浓水阀开度过大,浓水中离子反扩散回淡水室,电阻率掉到 14-15 MΩ·cm;3)电压未做温度补偿 — 夏季水温升到 30-35℃,电压比冬季高 20-30%,引发水电解,电阻率被压在 16 上不去。三条任一条不解决,18.2 MΩ·cm 永远到不了。
四、典型工程案例数据(印尼巴厘岛 UF+RO+EDI)
昌海环保交付的印尼巴厘岛乌布生态度假村项目(80 m³/天)采用 UF+RO+EDI 三段架构,实测数据:
| 工艺段 | 关键参数 | 实测值 | 设计值 |
|---|---|---|---|
| 原水(深井) | TDS | 180-220 mg/L | < 500 mg/L |
| UF 产水 | SDI | 0.8-1.2 | < 2 |
| UF 产水 | 浊度 | < 0.05 NTU | < 0.1 NTU |
| RO 产水 | 电导率 | 4-7 μS/cm | < 20 μS/cm |
| RO 段 | 回收率 | 75% | 75-80% |
| EDI 产水 | 电阻率 | 15-17 MΩ·cm | > 15 MΩ·cm |
| EDI 段 | 回收率 | 90% | 90-95% |
| 系统总回收率 | 综合 | 87% | ≥ 85% |
| UPW 终水 | TOC | < 30 ppb | < 50 ppb |
这个项目的 EDI 段当时也出现过电阻率卡在 16 MΩ·cm 的情况,排查结果是原水水温波动大(印尼雨季 24℃、旱季 32℃),电压设定点是按旱季调的,雨季水温降到 24℃ 后电压偏高。解决方案:加装温度电极,PLC 做温度补偿后,产水电阻率稳定在 17-18 MΩ·cm,达到半导体级 UPW 标准。
五、运维避坑:余氯“死亡曲线”和 TOC 冲洗
EDI 最怕余氯(HClO 氧化破坏 -SO₃⁻ 和季铵基团),业内称为 EDI“死亡曲线”:
- 进水余氯 < 0.05 mg/L:安全区,模块寿命可达 5-8 年;
- 进水余氯 0.05-0.1 mg/L:警戒区,寿命缩短到 3-4 年;
- 进水余氯 > 0.1 mg/L 长期:6-12 个月内报废,且不可逆。
防护要点:活性炭过滤 + ORP 在线监测。活性炭负责物理吸附余氯(主反应:2ClO⁻ + C → CO₂ + 2Cl⁻),ORP 负责实时监控——ORP < 200 mV 对应余氯接近 ND(检测不出),是 EDI 进水的安全区。活性炭罐的 EBCT(空床接触时间)建议 ≥ 6 min,滤速 8-15 m/h,6-12 个月更换一次(饱和后表面会滋生细菌,反而污染下游)。
另一个常被忽视的细节是 TOC 冲洗。FilmTec RO 膜元件在 UPW 应用里要求 TOC 冲洗 < 20 ppb、冲洗时间 ≤ 1 小时。新膜或长期停用后的膜,初次产水的 TOC 可能在 200-500 ppb,如果不冲洗直接进 EDI,会污染树脂、缩短寿命。建议在 RO 段后、EDI 段前设中间水箱 + 排放阀,TOC 达标后再切换进 EDI。
总结:把 EDI 进水的 3 个在线表装上
超纯水 18.2 MΩ·cm 的稳定性,本质上不是 EDI 模块的问题,而是 EDI进水稳定性的问题。回到开头那个“电阻率卡在 16 MΩ·cm 上不去 18.2”的现场,先别急着换 EDI 模块,先查三件事:
- TEA / 硬度 / 余氯这 3 个进水指标是不是实时在线监测?没有的话,90% 概率是其中一个在偷偷超标;
- EDI 流量、浓水循环比是不是按设计点运行?流量超 10% 就该加模块而不是拉产水;
- 电压设定点有没有做温度补偿?没有的话,季节交替时电阻率必然波动。
把这三件事都做到位,18.2 MΩ·cm 就能稳得住。半导体级 UPW 不是设备问题,是监测+控制的工程问题——而这一点,90% 项目栽在了“以为装上 EDI 模块就能稳”的预期上。
参考标准:Veolia E-Cell MK-5 Data Sheet (SZ21003);QUA FEDI-2 Datasheet;DuPont FilmTec™ RO/NF 操作极限条件 (45-D04388);昌海环保《余氯检测方法及其对 RO/EDI 系统的影响》V1.0。

