一、UF+RO 工艺的回收率,为什么卡在 70%
工业废水回用项目里,”回收率能到多少”是甲方最常问的一句话。常规 UF+RO 组合在进水 TDS 5000-15000 mg/L、COD 2000-5000 mg/L 的工况下,回收率多卡在 65%-70%——剩下的 30% 是 RO 浓水,要么直排,要么进蒸发器,但蒸发器的运行成本(蒸汽 + 设备折旧)往往让整个回用经济性瞬间崩塌。要把回收率推到 90%,靠的不是换更贵的 RO 膜,而是工艺组合的思路升级。
1. RO 浓差极化是天花板
反渗透在运行中,膜表面会形成”浓差极化层”——盐分被膜截留,膜面浓度远高于进水浓度。当回收率超过 75%,膜面结垢风险陡增,CaCO₃、CaSO₄、SiO₂ 同步析出,RO 膜污染速度翻倍。这就是为什么 70% 成为大多数 UF+RO 项目的”心理天花板”。
2. 浓水没出路,回用率就是空谈
回收率 70% 意味着 30% 的进水变成了浓水。如果这 30% 没有出路,要么直排(环保压力大),要么进 MVR 蒸发(每吨浓水蒸发成本 30-60 元),整条回用链的经济性立刻被打回原形。
二、3 个实战参数,让回收率从 70% 提到 90%
1. UF 产水 SDI < 2.5(不是 5)
RO 设计导则一般要求 SDI < 5,但工业废水场景要压到 2.5 以下。UF 选型时不能只看产水通量(LMH),要看 SDI 的稳定性——波动大的 UF,RO 膜污染速度会快 2-3 倍。推荐用 PVDF 中空纤维(0.01μm),跨膜压差 TMP 控制在 0.15 MPa 以内,自动气洗+水洗周期 30-60 分钟。
2. RO 做一级两段+段间增压(不做一段式)
不要做”一段式 RO”。一级两段、段间加增压泵,可以让单系统回收率从 60% 推到 75%-80%,且浓水含盐量更稳定(避免一段式浓水 TDS 过高导致 RO 膜结垢)。膜元件选用抗污染型(如 FilmTec™ Fortilife™ CR 系列),化学清洗 pH 范围 1-13,清洗频率比标准膜低 40% 以上。
3. DTRO 兜底浓水,蒸发量减一个数量级
70% 回收率下的 RO 浓水 TDS 通常在 15000-25000 mg/L,普通 RO 处理不了。DTRO(碟管式反渗透)操作压力 75-120 bar、流道宽度 2mm,专门处理高污染高盐分水源——它可以把 RO 浓水再浓缩到 120-150 g/L。再走蒸发结晶,蒸发量就比直接蒸发 RO 浓水小一个数量级(减量 70%-80%),整条回用链的总回收率推到 90% 以上。
三、广东电镀园 500 m³/天项目实战拆解
昌海交付过的广东某电镀产业园(50+ 家电镀企业,日产电镀废水约 2000 m³),一期建设 500 m³/天回用系统,工艺组合如下:
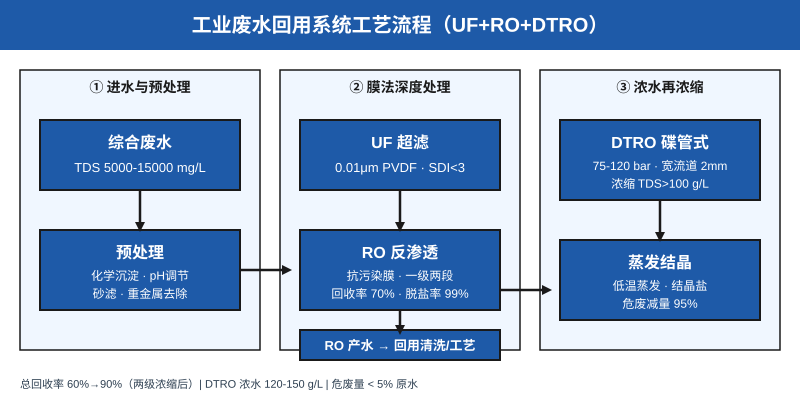
- 预处理:综合废水 → 化学沉淀(去除重金属)→ pH 调节 → 砂滤
- 主处理:UF 超滤(PVDF 0.01μm)→ 抗污染 RO(一级两段,回收率 70%)
- 浓水处理:RO 浓水 → DTRO 浓缩至 TDS 120-150 g/L → 低温蒸发器结晶
- 最终废液量:< 5%(相比原废水排放量)
- 年节约新鲜水:约 100,000 m³
- 回用水水质:电导率 < 200 μS/cm,重金属 < 0.1 mg/L,满足电镀清洗用水标准
这个项目的总回用率 = 70%(RO 段) + 30% × 80%(DTRO 段) ≈ 90%,危废减量 95%。也就是说,每 100 吨废水只有不到 5 吨最终废液需要处置。
四、为什么你的系统卡在 70% 上不去
三个常见原因,对照排查:
- UF 选型只看流量不看 SDI 稳定性 → RO 段频繁化学清洗,膜寿命缩短 30%-50%
- RO 一段式设计,回收率保守 → 浓水量大,下游处理成本高
- 没有 DTRO 兜底,浓水只能直排或进高能耗蒸发 → 回收率天花板锁死在 70%
回收率从 70% 提到 90% 不是设备升级,是工艺组合的思路升级——UF 稳定供水 + RO 一级两段 + DTRO 再浓缩 + 末端蒸发结晶,把每一段都用到边界。膜污染、能耗、危废量这三件事可以同时优化,不是单选题。
昌海环保的废水回用系统覆盖预处理-UF-RO-DTRO-蒸发结晶全工艺链,支持电镀、纺织印染、煤化工、钢铁冶金等多行业,回收率 60%-90% 可按需设计,欢迎咨询定制方案。

