超滤设备调试后 24 小时内,产水 SDI 总是稳定在 3-4 之间,达不到 RO 进水保护底线(SDI < 3)?90% 的现场第一反应是怀疑 UF 膜质量,要求供应商换膜。但实际上,绝大多数 SDI 偏高问题不是膜本身的错,而是反洗参数设置没到位——尤其是反洗周期、气洗强度、CEB 化学品浓度这三个最容易被忽视的参数。本文用真实工程数据帮你 30 分钟内定位问题。
一、第一个常见误区:反洗周期一刀切设成 60 分钟
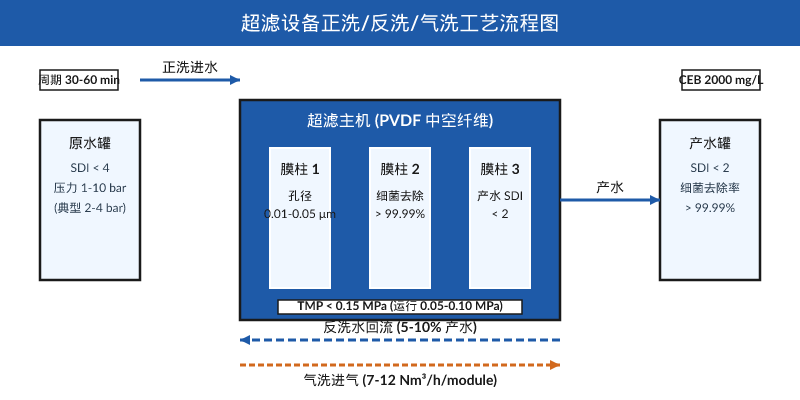
1. 现场典型操作:为了”省事”和”看起来规范”,调试时把反洗周期一刀切设成 60 分钟,结果发现 SDI 持续偏高,更糟的是 TMP 也快速爬升。这是超滤系统最常见的反洗误区。
2. 行业推荐范围:反洗周期应根据进水 SDI 和产水通量动态调整,常规地表水系统推荐 30-60 分钟一个周期,反洗水耗控制在每周期产水的 5-10%。进水污染重(如 SDI > 4)时,应主动缩短到 20-30 分钟;反之超纯水预处理段可延长到 60-90 分钟。
3. 真实案例:某巴厘岛 80 m³/天 UF+RO+EDI 海水淡化项目,调试初期反洗周期固定 60 分钟,产水 SDI 稳定在 3.8;把周期改为 35 分钟后,SDI 迅速降到 1.5 以下,RO 段保护条件大幅改善。
二、第二个常见误区:气洗强度设不足
1. 气洗的作用:空气擦洗(Air Scrab)是 UF 系统恢复膜通量的核心手段,通过气泡的剧烈扰动打散膜表面的滤饼层。如果气洗强度不够,污染物只是”被反洗水冲松”但没”脱落”,下一周期又迅速堵回去。
2. 杜邦 IntegraTec UF 模块推荐值:7-12 Nm³/h/module,气源压力 0.35-2.5 bar。现场常见错误是把气洗强度设到 3-5 Nm³/h/module,看起来设备在”动”,但实际擦洗效果几乎为零。
3. 配套运行参数:产水通量控制在 40-110 LMH,跨膜压差 TMP 推荐运行范围 0.05-0.10 MPa,最大允许 TMP 0.15 MPa(1.5 bar)。TMP 一旦逼近上限,必须触发 CIP 而不能单纯依赖反洗。
三、第三个常见误区:CEB 化学品浓度配错
1. CEB(化学强化反洗)的作用:CEB 是用低浓度化学品周期性反洗膜组件,杀灭微生物、溶解有机物,是 UF 长期稳定运行的”疫苗”。如果 CEB 浓度配错,要么消毒不够(微生物繁殖导致 SDI 偏高),要么浓度过高(损伤 PVDF 膜丝)。
2. NaOCl 推荐浓度:2000 mg/L,CEB 频率建议每周 1-3 次(视进水有机物含量)。现场常见错误是把 NaOCl 配成 200-500 mg/L,浓度差 4-10 倍,消毒效果几乎为零。
3. pH 清洗范围:pH 2-11 是 PVDF 中空纤维膜的安全清洗区间。酸性清洗用柠檬酸或盐酸,去除无机结垢;碱性清洗配合 NaOCl,去除有机物和生物污染。超出 pH 2-11 范围,膜丝亲水性和机械强度都会下降。
四、3 个参数诊断流程
如果调试后 SDI 偏高,按以下顺序排查:①先查反洗周期是否落在 30-60 分钟、是否覆盖了实际进水水质波动;②再查气洗强度是否达到 7-12 Nm³/h/module,气源压力是否在 0.35-2.5 bar;③最后查 CEB 浓度是否真的达到 2000 mg/L,pH 是否在 2-11 范围内。3 个参数全确认无误后,再考虑取样检测膜完整性(泡点压力测试或压力衰减测试),判断是否有断丝需要更换膜组件。
五、参数对照与调整方向
| 参数 | 推荐范围 | SDI 偏高时典型值 | 调整方向 |
|---|---|---|---|
| 反洗周期 | 30-60 min | > 60 min | 缩短到 30 min |
| 气洗强度 | 7-12 Nm³/h/module | < 7 Nm³/h | 提到 10 Nm³/h |
| NaOCl CEB 浓度 | 500-2000 mg/L | < 200 mg/L | 提到 1000-2000 mg/L |
| CEB pH 范围 | 2-11 | 超出范围 | 校正到 pH 2-11 |
| TMP 设定上限 | 1.0-1.5 bar | > 1.5 bar | 降到 1.5 bar 触发 CIP |
| 产水通量 | 40-110 LMH | > 110 LMH | 降到 80 LMH |
| 进水 SDI 上限 | < 4 | > 5 | 前端加装预处理 |
六、验收 Checklist(调试完成 24 小时后)
1. 产水水质:SDI 稳定 < 2,浊度 < 0.1 NTU,细菌去除率 > 99.99%。
2. 运行参数:TMP 稳定在 0.05-0.10 MPa,未触及 0.15 MPa 报警线;反洗周期 30-60 min,气洗强度 7-12 Nm³/h/module;CEB 浓度 2000 mg/L 准确配制。
3. 膜完整性:泡点压力测试或压力衰减测试合格,无断丝;自动反洗+气洗+正洗流程连续运行 24 小时无故障。
记住:90% 的 SDI 偏高问题,不在膜,而在反洗参数。把这 3 个参数调到位,再去看膜质量,能省你 80% 的调试时间。

