一、工业废水回用:为什么很多厂卡在 40% 回用率上不去?
某电镀厂2024年上了套”UF+RO”废水回用系统,设计回用率75%,实际投运后稳定在40%上下,每月仍要外运150吨浓水。问题不在设备本身,而是工艺链上三个关键参数算错了——典型故障是预处理段SDI值偏高、UF段TMP过早爬升、RO段回收率与浓水处置不匹配。
1. 行业现实:电镀、纺织印染、钢铁冶金三类废水的回用率,国内平均水平约45-55%。差距主要来自三处:进水波动没做缓冲设计、超滤膜选型没考虑来水SDI、RO浓水没有减量化路径直接外排。
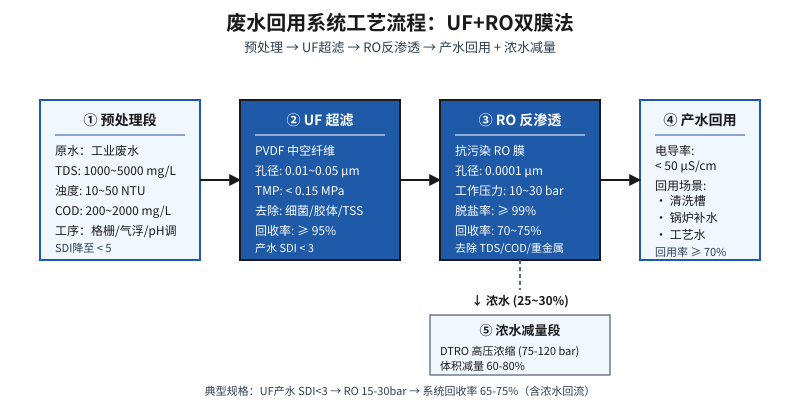
2. 工艺路线定型:对TDS 1000~5000 mg/L、COD 200~2000 mg/L的工业废水,主流路线是”预处理(格栅+气浮+pH调节)+ UF超滤 + RO反渗透 + 浓水减量(DTRO/蒸发)”。UF出水SDI稳定<3,RO段才有意义。
二、UF段:废水回用最容易被低估的”保护伞”
1. 选型核心:PVDF材质 + 0.01~0.05 μm孔径。PVDF中空纤维抗污染能力远高于PS/PES材质,NaOCl耐受浓度可达2000 mg/L(DuPont IntegraTec工艺设计手册数据),这意味着化学清洗频次大幅下降。对于工业废水这种水质波动大的水源,PVDF几乎是不二选择。
2. 三个运行参数必须盯死:
- TMP(跨膜压差):初始0.08 MPa,运行上限0.15 MPa,达到上限即触发CEB(化学增强反洗)。TMP爬升速度是膜污染最直接的预警信号。
- 反洗周期:每20~60分钟一次反洗(视水质),工业废水建议短周期。死端过滤产水率100%,但浓水排放0,对UF膜不利。
- CEB/CIP频率:TMP比初始值升高0.5 bar或运行30天后必须做CEB;超过2.0 bar必须CIP。拖过这个窗口膜污染不可逆。
3. UF产水水质指标:SDI稳定 < 3,浊度 < 0.5 NTU,COD去除率20~40%(UF对溶解性COD基本无能为力)。如果UF产水SDI > 3,RO膜会在3个月内出现不可逆污染。
三、RO段:回收率与脱盐率的平衡艺术
1. 工作压力与膜选择:废水回用TDS通常在1500~3500 mg/L之间,RO工作压力10~30 bar,选用苦咸水膜(BWRO)即可。海水膜(SWRO)耐压70bar,但用在废水回用上是杀鸡用牛刀——能耗高出3倍。
2. 抗污染膜是刚需:DuPont FilmTec Fortilife CR50是专门针对高污染倾向废水设计的,pH清洗耐受范围1-13(最宽泛),低压差进水流道(34-LDP)大幅降低污堵风险。稳定脱盐率99.6%,最低99.4%。普通苦咸水膜用在工业废水回用上,1年内通量衰减30%是常态。
3. 回收率不是越高越好:一段RO回收率70~75%是经济甜区。继续往上推,每提高5%回收率,结垢风险指数级上升,需要配套更复杂的阻垢加药和清洗方案。强行推到85%以上,膜寿命从3-5年缩到1-2年,吨水成本反而上升。
4. 浓水出路:25~30%的浓水必须解决。常见路径是DTRO碟管式反渗透二次浓缩(75-120 bar),体积减量60-80%,最终浓水进蒸发结晶或委外处置。没有DTRO这一段,RO浓水外运成本会吃掉整个回用收益。
四、三个工程节点最容易踩坑的地方
1. 进水缓冲罐设计不足:电镀车间来水COD可以瞬间从500飙到3000 mg/L,没缓冲罐直接进UF,膜污染周期从30天缩到7天。建议至少2小时停留时间的均质罐。
2. UF反洗水直排:UF反洗水COD往往高于原水(浓差积累),必须回流到前端污水处理厂,不能直排到清水池。否则整个系统的物料平衡会乱。
3. RO开机冲洗不彻底:开机前要用产水冲洗至电导率稳定,否则停机期间的高浓度浓水残留在膜内,开机时直接污染产水。很多厂调试时产水水质”看着还行”,投运3个月后脱盐率从99%掉到95%,根源就在这里。
昌海环保在电镀、纺织、冶金三个行业的废水回用项目上,UF段选用DuPont IntegraTec PVDF模块,RO段配置FilmTec Fortilife CR系列抗污染膜,整机系统回收率稳定在70-75%,浓水DTRO二次浓缩后体积再减60%以上。具体到您的水质和水量,我们提供免费工况核算和工艺包设计。

