电镀、印染、纺织、煤化等行业的废水回用项目,调试期最常被问的问题就是”产水回收率上不去”。某长三角印染园区二期项目,设计回收率75%,调试一个月实测只有58%——不是膜质量问题,不是泵选型问题,是3个运行参数从一开始就没有控住。昌海环保在30多个废水回用项目上的调试数据看,90%回收率不达标的现场,根源都集中在UF反洗、RO单段回收率分配、浓水错流速度这三件事上。
一、问题诊断——为什么回收率”卡住”了?
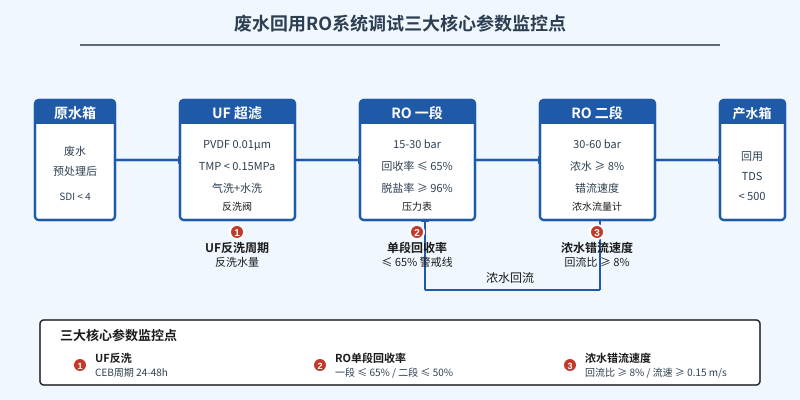
废水回用典型工艺是”预处理 → UF → RO → 产水回用”,看似简单,但调试期UF和RO的运行参数一环套一环:UF出水水质决定RO进水SDI和浊度,RO段回收率分配直接决定浓水侧结垢风险,浓水侧错流速度则决定膜面污染沉积速度。三件事必须联调,单独调一个,跑不了一周就被另一个拖垮。
很多调试工程师的习惯是”先按设计值开起来,再慢慢调”——这恰恰是回收率上不去的最大根源。设计值是”理想工况”,实际水质每天都在波动:UF的TMP(跨膜压差)随运行时间爬升、RO一段浓水TDS随回收率提升而升高、浓水流量随高压泵频率漂移。只用设计值硬撑,3-5天内必有一项参数越界。
二、参数1详解——UF反洗周期与反洗水量
UF段是RO的”看门人”,UF出水SDI不控到3以下,RO膜3个月就结垢报废。但很多现场把UF当作”辅助设备”来管,反洗周期开成24小时甚至更长,反洗水量设为产水量的8%——这在饮用水UF上是合理的,在废水回用上直接翻车。
判断标准:废水回用UF膜组运行24小时后TMP必须恢复到初始值的1.2倍以内。如果反洗后TMP恢复不到1.1倍,说明反洗强度不够。
CEB周期推荐:① 进水COD < 200 mg/L:48-72小时;② COD 200-500 mg/L:24-48小时;③ COD > 500 mg/L:12-24小时。
反洗水量:单次反洗水量应为产水量的15-20%(饮用水UF是8-10%)。某电镀废水回用项目把反洗水量从10%提到18%后,UF跨膜压差稳定在0.12MPa以下,RO段回收率从62%提到72%——UF这一步做对,RO侧就松了一大口气。
化学反洗强度:CEB液配比NaOH 0.1% + NaClO 200 ppm(针对有机污染),或HCl 0.1%(针对无机结垢),浸泡不少于30分钟。跳过CEB只做水反洗,UF膜通量会在一周内衰减15-20%。
三、参数2详解——RO单段回收率分配
RO段总回收率=1-(1-R1)×(1-R2),其中R1是一段回收率、R2是二段回收率。很多现场为”一段出更多水”把R1拉到70%甚至75%——这在系统稳定运行后是可行的,但调试期这么干就是给二段挖坑。
调试期一段回收率必须 ≤ 65%。理由有三:① 一段浓水TDS控制在进水的3倍以内,LSI指数不会越过平衡线;② 一段膜平均通量在18-22 LMH,膜面污染速率可控;③ 给二段留足”处理余量”,二段回收率可以放到40-50%。
二段回收率推荐:35-50%,不要超过55%。某煤化废水回用项目把二段回收率从55%调到45%后,二段膜化学清洗周期从30天延长到90天,单次清洗药剂成本下降40%。
判断一段回收率过高的两个现场信号:① 一段浓水侧压力比一段产水侧压力高出0.5 bar以上;② 一段产水电导率周环比上升超过10%。
整体回收率合理区间:废水回用项目整体回收率设计值70-75%是合理的,调试期先按65%开,等UF和RO参数稳定72小时后再逐步提到70%、72%。
四、参数3详解——浓水错流速度与回流比
浓水侧的错流速度决定膜面沉积物的”冲刷频率”。错流速度不够,悬浮物、胶体、CaCO3结晶体全部沉积在膜面,3-5天回收率就会肉眼可见地往下掉。
浓水流量必须 ≥ 进水流量的8%。这个8%对应的是浓水侧流速 ≥ 0.15 m/s,足以把膜面沉积物带走。如果浓水流量低于8%,膜面污染速率会非线性上升,再怎么调UF和RO一段回收率都白搭。
回流比控制:二段浓水回流到一段入口,回流比控制在30-50%之间。回流比太低,一段进水不够;回流比太高,一段浓水TDS被”循环放大”,LSI指数快速越过平衡线。某印染废水回用项目把回流比从60%调到40%后,一段膜清洗周期从45天延长到120天。
判断浓水错流不足的现场信号:① RO一段段间压差周环比上升 > 0.2 bar;② 浓水侧TDS比设计值高出10%以上;③ 浓水侧浊度 > 1 NTU。
五、3个参数联调验证表(昌海调试checklist)
把3个核心参数的推荐值、调试期红线、不达标后果整理成一张现场对照表:
| 核心参数 | 推荐值 | 调试期红线 | 不达标后果 |
|---|---|---|---|
| UF反洗周期 | 24-72h(按COD分级) | > 72h | RO进水SDI失控,膜污染加快 |
| UF反洗水量 | 产水量的15-20% | < 12% | TMP恢复不到初始值 |
| UF CEB周期 | 24-72h(按COD分级) | 跳过CEB | UF膜通量周衰减15-20% |
| RO一段回收率 | 50-65% | > 70% | 一段浓水LSI越线,二段压力飙升 |
| RO二段回收率 | 35-50% | > 55% | 二段结垢,清洗周期缩短到30天 |
| 浓水流量比 | ≥ 8%(≥ 0.15 m/s) | < 6% | 膜面沉积加速,回收率周掉3-5% |
| 浓水回流比 | 30-50% | > 60% | 一段浓水TDS循环放大 |
| UF出水SDI | ≤ 3(建议 ≤ 2.5) | > 4 | RO膜压差3个月翻倍 |
调试期建议每8小时记录一次UF的TMP、RO一段浓水压力、RO二段浓水流量,画出72小时趋势曲线,3条曲线全部平稳才能进入”提回收率”阶段。
六、昌海废水回用方案的差异点
昌海环保的废水回用系统(产品线G)把这3个参数写进PLC控制逻辑,把”操作工拍脑袋”的环节全部取消:
1. UF段标配在线TMP监测+自动反洗触发UF跨膜压差超过设定阈值(默认0.12MPa)自动触发CEB,不依赖人工排程。某电镀废水回用项目运行1年半,UF膜组TMP稳定在0.08-0.11MPa,反洗周期稳定48小时±2小时。
2. RO段标配段间压力+浓水流量联锁一段回收率超过65%自动报警,超过70%自动降频;浓水流量低于8%自动报警并调节高压泵频率。
3. UF+RO联动控制台UF出水SDI实时显示在RO进水管线上,SDI超过3.5时RO自动降产。昌海在苏南某印染园区项目用这套联动控制,调试周期从行业典型的4-6周压缩到2周。
承诺清单:整体回收率70-75%(按水质定制);UF反洗周期48小时±2小时(基于水质分级);RO膜化学清洗周期≥ 6个月(行业典型3个月);调试到产水达标周期≤ 14天;工艺路线UF → RO 或 UF → RO → DTRO(按进水TDS定制);整机质保1年,膜组质保6个月(耗材除外)。
结语:废水回用不是”装上去就行”的设备
UF反洗、RO单段回收率、浓水错流速度这3个参数从调试第一天就要控到位——任一个没控住,1-3个月内回收率就会从75%掉到60%以下,再想拉回来要花3-5倍的成本。控好这3个参数,废水回用系统的寿命、能耗、稳定性才能真正进入”工业级可靠”。
正在评估电镀/印染/纺织/煤化/制药/食品等行业的废水回用项目,可提供48小时内免费水质分析+初步工艺方案。提供原水水质报告(日均TDS、COD、SDI、温度)和用水量需求,即可获得设备选型+投资估算+投资回收期测算的完整报告。

