超滤系统投产3-6个月后,90%现场会遇到这个困局:产水量没明显变化,但跨膜压差悄悄涨到0.12 MPa,化学清洗频率从每月1次变成每周1次,膜元件2年就报废——原本设计5年的寿命打了四折。问题不在膜质量,而在三个运行参数90%现场没盯紧:跨膜压差(TMP)、产水SDI、产水通量衰减率。这三个指标才是UF膜污染的早期预警线,比”产水量下降”提前2-3周暴露问题。
本文结合DuPont IntegraTec UF工艺设计手册和昌海UF-1~UF-4系列设备在电子超纯水前处理、海水淡化预处理、废水回用三类场景的实测数据,把这三个参数的临界值、监控方法、误判场景拆解清楚,帮你把UF膜的实际寿命从2年拉回5年。
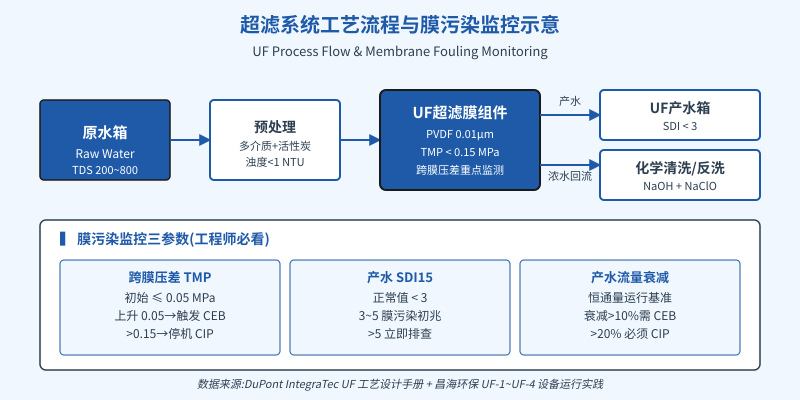
一、TMP(跨膜压差):膜污染的第一个预警信号
1. TMP的工程含义:TMP = (进水压力+浓水压力)/2 – 产水压力,代表水分子穿过膜所需要的驱动力。新膜初始TMP一般在0.03-0.05 MPa之间,运行稳定后维持在0.08-0.10 MPa。一旦TMP突破0.15 MPa,膜污染已经从可逆污染进入不可逆污染阶段,化学清洗(CIP)很难彻底恢复。
2. 三个临界值的判断逻辑:TMP上升0.05 MPa时,通常是有机物或胶体在膜面形成可逆污染层,CEB(化学增强反洗)可以恢复;上升到0.10 MPa时,污染层开始压实,需要CIP碱洗+酸洗组合;突破0.15 MPa后,膜孔内部已经被污染物嵌入,即使CIP也只能恢复80%通量。
3. 90%现场没装在线TMP表的真相:很多UF系统只在控制柜显示进水压力和产水压力,浓水压力靠手动阀门估算,这就导致TMP计算误差超过±20%。建议在浓水回流管上加装压力变送器,接入PLC实时显示标准化TMP——这是UF系统寿命管理的核心数据。
二、产水SDI15:RO前处理的硬性门槛
1. SDI15的检测方法与临界值:用0.45 μm滤膜,在30 psi恒压下收集15分钟产水,计算SDI = (1 – t₀/t₁) × 100 / 15。其中t₀是初始收集500 mL的时间,t₁是15分钟后收集500 mL的时间。UF产水的SDI15正常值<3,3-5为预警区间,>5立即停机排查。
2. SDI突升的3个常见原因:膜组件O型圈破损(SDI会从2直接跳到8以上)、预处理滤料饱和(SDI从2慢慢爬升到5)、进水中含油或表面活性剂(SDI数据异常波动)。这三种原因90%现场分不清,关键看SDI上升曲线——阶跃式跳变是O型圈问题,缓慢爬升是滤料问题,无规律波动是油污染。
3. SDI与下游RO膜寿命的关联:UF产水SDI从2升到5,RO膜的化学清洗频率会增加3倍,寿命从5年缩短到2-3年。某电子超纯水项目曾因UF SDI长期在4-5之间,导致下游RO膜1年半就脱盐率跌破98%,整体更换费用超过80万。
三、产水通量衰减率:恒通量运行的隐性杀手
1. 标准化通量的计算:在恒通量运行模式下,系统会自动调节进水压力来维持设计流量。但TMP升高后,膜的有效过滤面积在缩小,所以”看起来流量没变”其实已经出了问题。标准化通量 = 实测流量 ÷ (设计流量 × 温度修正系数),这个值低于0.9时就需要CEB。
2. 温度对UF产水量的影响:PVDF膜的产水通量随温度变化显著,水温从25°C降到10°C,通量衰减约40%。北方冬季很多UF系统看似”产水不够”,其实是水温下降导致膜通量衰减,此时盲目调高压力只会加速膜污染。正确做法是给原水加换热或保温,把水温维持在20°C以上。
3. 通量衰减与膜污染类型的对应关系:通量缓慢下降、TMP同步上升,通常是有机物污染;通量下降但TMP不变,可能是气体夹带或进水温度问题;TMP上升但通量不变,说明系统已经自动加压补偿,膜污染已经相当严重。
四、UF膜污染监控的核心参数对照表
| 监控参数 | 正常运行值 | 预警阈值 | 处理措施 |
|---|---|---|---|
| 跨膜压差 TMP | 0.03~0.10 MPa | >0.10 MPa | CEB化学增强反洗 |
| TMP上升速率 | <0.005 MPa/月 | >0.02 MPa/月 | 排查进水水质 |
| 产水 SDI15 | < 3 | 3~5 | 检测O型圈完整性 |
| 产水通量衰减率 | < 10% | 10~20% | 化学清洗CIP |
| 进水浊度 | < 50 NTU | 50~100 NTU | 加强预处理 |
| CEB周期 | 7~30天 | < 7天 | 检查污染源 |
| CIP周期 | 3~6个月 | < 3个月 | 更换清洗配方 |
五、昌海UF-1~UF-4系列在三类典型场景的实测数据
1. 电子超纯水前处理(UF-2,2 m³/h):某半导体晶圆厂项目,进水为自来水+活性炭过滤,UF产水SDI稳定在2.0-2.5,TMP维持在0.06 MPa,运行2年膜未更换,CEB周期稳定在14天,验证了在低污染水源下PVDF膜的长寿命优势。
2. 海水淡化预处理(UF-3,3 m³/h):某海岛度假村海水淡化项目,进水为海滩井取水(含藻类、贝类幼虫),UF产水SDI 1.5-2.0,TMP 0.08 MPa,运行1.5年TMP缓慢升至0.12 MPa,通过CEB(NaOH+NaClO交替)恢复至0.07 MPa,验证了海水场景下CEB的关键作用。
3. 工业废水回用(UF-4,4 m³/h):某电镀产业园废水回用项目,进水COD 200-500 mg/L,UF产水SDI 2.5-3.5(接近上限),TMP 0.10 MPa,CIP周期压缩到2个月,需要定期更换清洗配方(NaOH+EDTA+次氯酸钠组合),证明高污染水源下必须预留CIP冗余。
六、把UF膜寿命从2年拉回5年的3个实操建议
1. 安装在线TMP表和SDI自动监测:人工检测SDI每周最多1次,无法捕捉瞬时波动。在线SDI监测仪(国产约5-8万)可以实时反馈,O型圈破损5分钟内就能发现,避免下游RO膜被污染的连锁损失。
2. 建立标准化运行数据记录表:每天记录进水温度、TMP、产水流量、CEB次数,每月做1次SDI检测和通量衰减率计算。当TMP上升速率>0.02 MPa/月或通量衰减>10%,立即CEB,不要等到设计上限才清洗。
3. CEB清洗配方要随水质调整:有机污染为主用NaOH(pH 12)+次氯酸钠(200 mg/L),无机结垢为主用柠檬酸(pH 2),生物污染为主用NaClO(500 mg/L)。固定配方清洗效率会越来越低,3-6个月应根据污染类型调整配方。
七、总结:UF膜污染管理是数据工程
UF膜的寿命不是”用了几年”决定的,而是”什么时候开始监控关键参数”决定的。把TMP、SDI、通量衰减率三个数据每天记录、每周分析、每月复盘,UF膜用满5年并不是难题;反之,凭经验运行2年就换膜,累计成本可能是前者的3倍。
昌海环保专注水处理12年,ISO9001+CE认证,UF-1到UF-4全系列PVDF中空纤维超滤设备已在电子、海水淡化、废水回用、饮用水等场景交付200+项目。每个项目标配在线TMP监测和SDI检测培训,帮助业主建立完整的膜污染监控体系。

