广东某电镀产业园50多家企业,每天产生2000立方米电镀废水。改造前园区整体回用率长期卡在60%上下,部分小厂甚至不到50%——业主的诉求很明确:回用率要稳定提到75%以上,每年节约10万吨新鲜水。但绝大多数同类项目恰恰死在「追求高回用率」上:UF产水SDI不达标,RO膜3-6个月就结垢报废;RO回收率盲目拉到80%,浓水侧析出CaCO3和重金属氢氧化物,整支膜组件报废;浓水直接排放,既违反环保要求又浪费了水的回用价值。
电镀废水回用系统不是把「UF+RO」堆在一起就行,3个关键设计参数定错,整个项目就白做。本文从真实改造案例出发,把这3个参数拆开讲清楚。
一、电镀废水的「3个特殊」,决定了回用系统不能照搬市政污水工艺
电镀废水(镀锌、镀镍、镀铬、镀铜等)跟普通生活污水有本质区别,直接进UF+RO系统会把膜毁掉:
1. pH极不稳定(2-11剧烈波动)
不同电镀工序排出的废水pH差异极大——酸活化槽pH 1-2,碱除油槽pH 11-13,镀铬槽pH 0-1。如果不预先做pH调节和均质,酸碱性废水直接接触UF膜和RO膜,会造成膜水解和不可逆损伤,寿命缩短60%以上。
2. 重金属离子浓度高(Cu²⁺/Ni²⁺/Cr⁶⁺可达50-500 mg/L)
这些重金属离子在碱性条件下会生成氢氧化物沉淀(Cu(OH)₂、Ni(OH)₂),堵塞膜孔。必须先经过化学沉淀+砂滤把重金属降到<0.5 mg/L以下,UF+RO才有意义。
3. 电导率波动大(2000-8000 μS/cm)+ Cl⁻高(>1000 mg/L)
高Cl⁻对不锈钢RO高压泵和管道腐蚀严重,316L不锈钢成为强制要求。同时高TDS意味着RO系统必须按苦咸水膜设计(操作压力15-25 bar),不是普通自来水RO能处理的。
二、UF+RO+DTRO组合的3个关键设计参数
参数① UF的SDI控制线:必须稳定 < 2.5,否则RO膜3-6个月就报废
UF在电镀废水回用中的核心职责不是「过滤水」,而是「保护RO」。它的产水SDI(淤泥密度指数)必须稳定在2.5以下,最好 < 2.0。SDI > 3的UF产水进RO,胶体颗粒会在RO膜面快速堆积,造成不可逆污染,膜寿命从3年缩短到3-6个月。
关键设计点:
- UF必须选PVDF中空纤维膜(0.01μm),耐化学清洗(NaOCl 500-1000 mg/L耐受),抗污染能力强
- 预处理必须做到位:pH调节至6-9 → 化学沉淀(加NaOH或Na₂CO₃)→ 砂滤(去除沉淀物)→ UF
- UF产水端必须装在线SDI监测仪,SDI > 2.5时报警并自动触发反洗
- 跨膜压差TMP控制在0.15 MPa以下,超过0.20 MPa立即CEB化学增强反洗
参数② RO回收率的边界:70%是「安全线」,拉到80%就开始埋雷
很多业主一上来就要「回用率90%」,工程师就把RO回收率设到85%甚至90%。结果3-6个月后RO膜就大面积结垢,产水量下降40%以上,不得不换膜。
回收率的硬约束:
- 电镀废水含盐量2000-8000 mg/L时,一级RO回收率应控制在65-70%,超过75%浓水侧CaCO₃、CaSO₄结垢风险陡增
- 想提升总回用率,不能靠硬拉RO回收率,而要靠「RO+DTRO」二级浓缩:RO产水回用(70%),RO浓水进DTRO(再回收70%),总回用率 = 70% + 30%×70% = 91%
- RO必须用抗污染膜(如DuPont Fortilife CR50),pH清洗耐受范围1-13,抗污染元件设计
- 进RO前必须加阻垢剂+还原剂(控制余氯 < 0.1 mg/L),否则膜氧化损伤不可逆
参数③ DTRO的浓缩极限:TDS > 100 g/L 是分水岭
DTRO(碟管式反渗透)是整个系统的「减量器」,决定最终废液量能不能降到5%以下。设计压力75-120 bar,宽流道(2mm)抗污染,专门对付高污染高盐分水源。
DTRO设计要点:
- 操作压力75-90 bar(垃圾渗滤液场景),电镀废水RO浓水场景可降到60-75 bar
- DTRO回收率控制在60-70%,浓缩液TDS可达100-150 g/L
- 浓缩液后续接低温蒸发器(MVR),最终废液 < 5%(相对原废水)
- DTRO膜片可单独更换(不像普通RO整支更换),维护成本低
三、广东某电镀产业园改造实录(500 m³/天)
项目背景:广东某大型电镀产业园(50+家电镀企业入驻),2024年之前用自来水直接做清洗水,园区整体次品率长期在5%-8%,部分小厂甚至到12%。改造目标:日处理废水500 m³(一期),回用水质满足电镀清洗用水标准(重金属 < 0.1 mg/L,浊度 < 2 NTU),回用率60%以上。
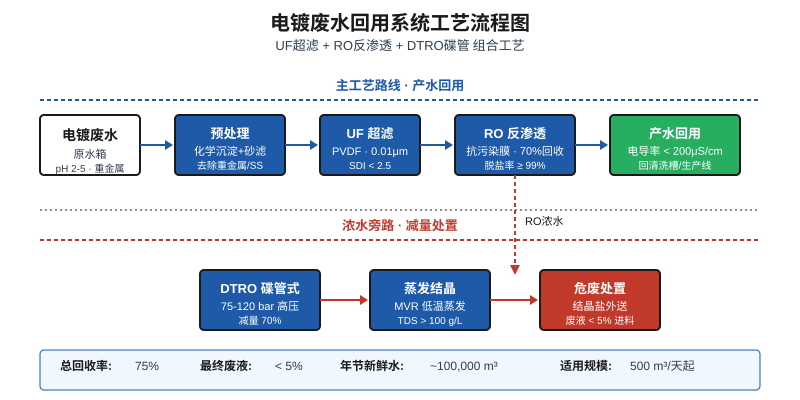
改造方案:化学沉淀(去除重金属)→ pH调节 → 砂滤 → UF超滤(PVDF 0.01μm)→ 抗污染RO → DTRO → 低温蒸发结晶。
实测关键数据:
| 参数 | 原水(电镀废水) | UF产水 | RO产水(回用) | 电镀清洗水标准 |
|---|---|---|---|---|
| 电导率(μS/cm) | 2000-8000 | 2000-8000 | < 200 | < 500 |
| 总硬度(mg/L) | 300-800 | 300-800 | < 5 | < 50 |
| Cu²⁺(mg/L) | 5-50 | < 0.5 | < 0.05 | < 0.1 |
| 浊度(NTU) | 10-50 | < 0.5 | < 0.2 | < 2 |
改造效果:运行半年后实测,园区整体次品率从5%-8%降至1.2%-1.8%;年节约新鲜水约100,000 m³(按500 m³/天 × 200运行天数 × 75%回收率折算);RO浓水经DTRO进一步浓缩至TDS > 100 g/L,最终废液 < 5%,大幅降低园区危废处置成本。
关键经验:该园区一开始图省事,想直接上「自来水+RO」做清洗水,结果6-12个月RO膜就大面积结垢、产水通量衰减40%以上。改成「UF+RO+DTRO」组合工艺后,RO膜寿命稳定在3年以上,长期运行成本反而更低。
四、按水量分档选型建议(昌海环保 废水回用系统)
| 日处理量 | 推荐配置 | UF规格 | RO主机 | DTRO | 占地 | 总回收率 |
|---|---|---|---|---|---|---|
| 50-100 m³/天 | 小型一体机 | 5 m³/h × 1套 | RO-2(2 m³/h) | — | ~25 m² | ≥ 65% |
| 200-500 m³/天 | 中型组合 | 15 m³/h 双罐 | RO-3 × 2(一用一备) | DTRO-2 × 1 | ~80 m² | ≥ 75% |
| 500-1000 m³/天 | 大型组合 | 30 m³/h 多罐并联 | RO-4 × 4(两用两备) | DTRO-3 × 2 | ~150 m² | ≥ 80% |
| 1000+ m³/天 | 园区级 | 60 m³/h 多罐阵列 | RO-4 × 8 + 二级RO | DTRO-3 × 4 + MVR | ~300 m² | ≥ 85% |
选型两个核心提示:一是原水含盐量 > 5000 mg/L 或重金属 > 100 mg/L 的强腐蚀性废水,UF+RO全流程过流部件必须选316L不锈钢或UPVC,避免普通不锈钢被Cl⁻点蚀;二是日处理量 > 500 m³/天,DTRO+蒸发结晶是降低最终废液量的必备组合,否则RO浓水直接排放既违法又浪费回用价值。
五、3个最容易踩的坑,老厂改造特别容易中招
坑1:跳过UF直接上RO
老厂改造最常见的「省钱」做法:直接把电镀废水进RO。结果3-6个月膜就大面积结垢、产水量下降40%。看似省了UF的几万块,实际换来RO膜提前报废(单支膜5000-8000元,一组就是2-3万),换膜+停产的损失远超UF投资。
坑2:RO浓水直接排放
RO浓水含盐量是原水的3-4倍,还可能含微量重金属。如果直接排,等于把清洗水里的全部污染物浓缩后送进下水道——既违反环保要求,也浪费了水的回用价值。正确做法是浓水进DTRO或MVR蒸发做进一步减量,最终废液 < 5%。
坑3:UF和RO共用一套供水管路
有些老厂把「原水泵+UF+RO」串成一条管路,UF反洗时RO也跟着断水。正确做法是UF和RO之间设中间水箱,UF反洗不影响RO连续运行;中间水箱还能缓冲水质波动,稳定RO进水。
总结:废水回用不是设备堆叠,是参数匹配
电镀废水回用系统做得好不好,关键不在「用了什么品牌的UF或RO膜」,而在于3个核心参数(UF的SDI控制线、RO的回收率边界、DTRO的浓缩极限)是否经过严格计算和工程化匹配。任何一项留有侥幸心理,业主3-6个月后都会以「膜频繁报废、产水水质波动、危废处置成本飙升」等形式「还回来」。
昌海环保的废水回用系统(500-2000 m³/天级),从前期水质检测 → 工艺方案设计(UF+RO+DTRO+MVR组合)→ 设备选型 → 安装调试 → 售后运维,提供全流程服务。核心配置:PVDF超滤(UF-1/2/3/4系列)、抗污染反渗透RO系列、DTRO碟管式RO(操作压力75-120 bar),针对电镀、纺织印染、钢铁冶金、垃圾渗滤液等不同行业水特点做过专门优化。
如果你的废水回用项目正面临「回用率提不上去」、「膜频繁报废」、「浓水无处可去」或「危废处置成本高」的问题,可对接我们的技术团队做方案选型与水质匹配分析。

