一、为什么压力升高是 RO 调试最常被误判的故障
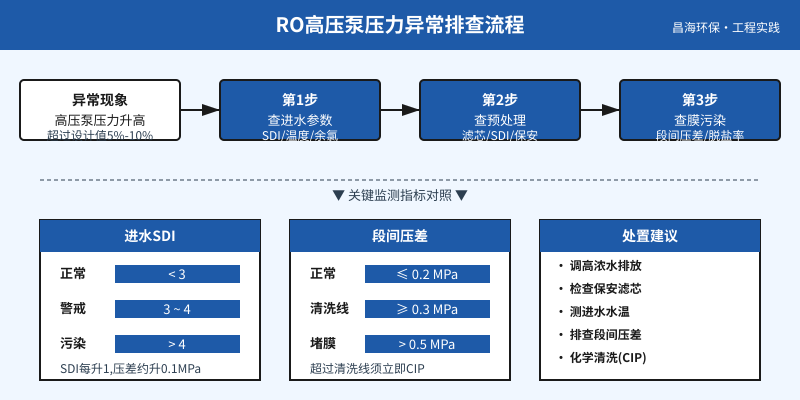
在 RO 反渗透系统调试过程中, 高压泵进水压力异常升高是工程人员最常遇到、也最容易误判的故障之一。多数项目在压力升到设计值的 110% 时, 第一反应就是调高浓水排放阀门, 结果短期内压力降下来了, 一两天后又弹回去, 反复几次最后只能停机拆膜检查。
事实上, 高压泵压力的微小波动, 背后反映的是进水水质、预处理状态、膜污染程度三类因素的叠加。把这三类因素剥离开, 90% 的压力异常问题都能在 30 分钟内定位。今天这篇文章就从工程现场的角度, 讲清楚 RO 系统压力升高时究竟该先看哪 3 个地方。
二、第一步: 先查进水参数, 而非直接动阀门
1. 测进水 SDI 值
SDI (淤泥密度指数) 是判断 RO 进水污染倾向的最直接指标。SDI 每升高 1, 膜组件的污堵速率会成倍增加, 进水侧压力会随之上升。SDI 正常值应 < 3, 警戒区 3~4, 超过 4 就要立即停止 RO 进水, 回查预处理。
2. 测进水温度
水温对反渗透产水量影响极大: 水温每降低 1℃, 产水量约下降 2.5%~3%。冬季调试时如果未对进水加热或未修正产水流量设定值, 控制系统会通过加压来追设定产水量, 高压泵压力自然升高。这不是设备故障, 而是参数匹配错误。
3. 测进水余氯
余氯对聚酰胺 RO 膜是氧化损伤, 浓度超过 0.1 mg/L 长期运行, 膜脱盐率会显著下降, 产水侧电导率升高, 系统通过加压维持产水水质。这同样表现为”压力升高”, 但实质是膜损伤而非膜污染, 处置方案完全不同。
三、第二步: 查预处理与保安滤器, 多数项目问题出在这里
1. 保安过滤器滤芯状态
5 微米 PP 棉滤芯堵塞是压力升高的最常见原因。当滤芯前后压差超过 0.05~0.1 MPa 时, 必须更换滤芯。很多运维人员图省事不清洗也不更换, 结果污堵物被高压挤过 PP 棉, 直接污染下游 RO 膜, 引发连锁故障。
2. 多介质过滤器反洗效果
砂滤罐运行一段时间后, 滤料层会板结、结块, 失去截污能力, 出水 SDI 会从 2 反弹到 4 以上。检查方法很简单: 打开反洗排水口, 看反洗水是否带颜色、有无明显絮状物。如果反洗排水清亮, 但 RO 进水 SDI 高, 即可判定砂滤罐失效。
3. 活性炭过滤器吸附饱和度
活性炭除了吸附余氯, 还承担部分有机物去除任务。饱和后不仅失去吸附能力, 还会成为细菌滋生的温床, 释放的 TOC 会污染 RO 膜。活性炭更换周期通常为 6~12 个月, 视水量和水质决定, 不能凭经验”用到烂再换”。
四、第三步: 查膜组件段间压差, 判断是否需要 CIP 化学清洗
段间压差是判断膜污染程度的金标准。正常一段压差 ≤ 0.2 MPa, 二段 ≤ 0.15 MPa; 当一段压差 ≥ 0.3 MPa、二段 ≥ 0.25 MPa 时, 须启动 CIP (化学清洗) 程序。
1. 微生物污染的识别与清洗
表现: 段间压差持续上升, 产水流量缓慢下降, 脱盐率基本不变。处理: 用 0.1% NaOH + 0.1% EDTA 配方的碱性清洗液, 30~35℃ 循环清洗 60 分钟, 再用 RO 产水冲洗至 pH 中性。
2. 结垢污染的识别与清洗
表现: 段间压差升高同时, 脱盐率也下降。处理: 用 0.2% 盐酸 (pH 2~3) 清洗 60 分钟, 重点去除 CaCO₃、Mg(OH)₂ 等无机垢, 清洗后投加阻垢剂, 否则 1~2 个月内会再次结垢。
3. 有机物污染的识别与清洗
表现: 段间压差波动大, 产水水质时好时坏, 清洗后短期内反复。处理: 先用碱性清洗液 (NaOH + Na₄EDTA) 浸泡 8 小时以上, 再做循环清洗。严重的可考虑离线清洗 (CIP 槽外浸泡) 配合超声波辅助。
五、3 步排查核心指标对照表
下表汇总了 RO 高压泵压力异常排查时的关键监测指标, 工程现场可以直接对照使用。
| 排查环节 | 监测指标 | 正常区间 | 警戒区间 | 处置动作 |
|---|---|---|---|---|
| 进水参数 | SDI₁₅ | < 3 | 3 ~ 4 | 查预处理, 停机检修 |
| 进水参数 | 温度 (℃) | 20 ~ 25 | < 15 或 > 30 | 修正流量设定, 调温 |
| 进水参数 | 余氯 (mg/L) | < 0.1 | 0.1 ~ 0.5 | 更换活性炭, 查ORP |
| 预处理 | 保安滤芯压差 (MPa) | < 0.05 | 0.05 ~ 0.1 | 更换 PP 棉滤芯 |
| 预处理 | 砂滤罐反洗水 | 明显浑浊 | 清亮无絮状 | 检查滤料, 强制反洗 |
| 膜污染 | 一段压差 (MPa) | ≤ 0.2 | 0.2 ~ 0.3 | 化学清洗 CIP |
| 膜污染 | 二段压差 (MPa) | ≤ 0.15 | 0.15 ~ 0.25 | 化学清洗 CIP |
| 膜污染 | 脱盐率 (%) | ≥ 98 | 95 ~ 98 | 查膜损伤, 评估更换 |
六、避坑提示: 别在这 3 个地方栽跟头
1. 不要盲目调高浓水排放阀门
压力升高时, 很多工程师第一时间去开大浓水阀, 短期内压力确实下降, 但代价是回收率被强制拉低, 长期会让膜面流速偏离设计, 加剧浓差极化, 反而加速膜污染。正确做法是先排查, 确认是真实污堵后再开大浓水阀。
2. 不要混淆”压力升高”与”流量不足”
压力升高伴随流量下降, 是膜污染; 压力升高但流量不变, 多半是仪表故障或泵出口阀门被误关; 压力升高伴随流量异常上升, 则是膜损伤脱盐率下降。两种情况处置方案完全相反, 必须分清。
3. 不要跳过在线仪表的定期校验
压力变送器、流量计、电导率仪 3~6 个月需要校验一次, 否则读数偏差可能掩盖真实问题。建议调试阶段每周人工对照一次 (用便携式压力表和电导率仪), 系统稳定运行后每月抽检 1~2 个测点。
七、结语: 90% 的压力异常问题出在预处理
在昌海环保过去 5 年的 RO 调试项目数据中, 高压泵压力异常升高案例里, 约 90% 根因都在预处理段 (SDI 失控 + 滤芯堵塞 + 活性炭失效)。真正需要 CIP 化学清洗的不到 10%, 而膜损伤导致的比例更低 (< 3%)。
把这篇文章的 3 步排查流程 (进水参数 → 预处理 → 段间压差) 做成 SOP 贴在现场, 大部分压力异常问题能在 1 小时内定位根因, 既保护膜组件寿命, 也减少非计划停机。工程实践的核心永远是: 先查数据, 再动设备。

