一、问题为什么反复出在 EDI 这一段
超纯水系统(UF+RO+EDI)的工艺路线其实不长:自来水先经过UF把浊度、胶体、细菌打到 SDI<3,再用一级RO把溶解盐脱掉 99% 以上,最后让 EDI 抛光到 15-18.2 MΩ·cm。很多项目花了大价钱上进口膜堆,调试完却发现产水电阻率只有 12 甚至 8 MΩ·cm,业主不签字、验收卡死。
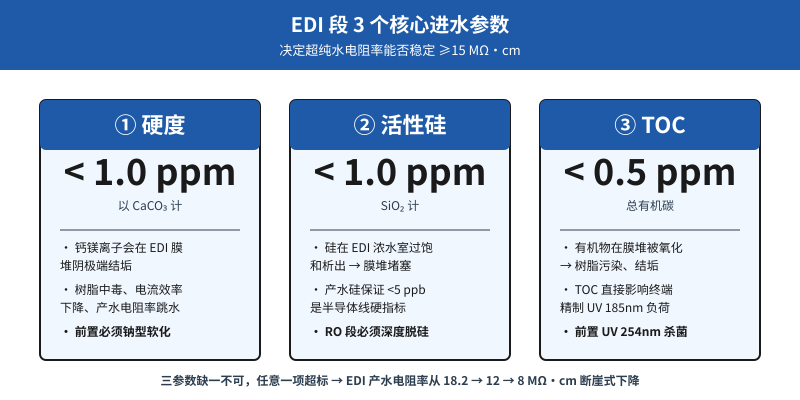
老工程师在现场待久了都知道:EDI 段出问题,90% 不是 EDI 自己的锅,而是它的进水不合格。EDI 模块(IONPURE、QUA FEDI、Veolia E-Cell 等)对进水水质的要求,比 RO 段还要”挑”——三项参数同时达标,电阻率才能稳得住;任何一项超标,电阻率会出现断崖式下跌。
今天我们就把这三个参数拆开讲透,并给出一份能直接照着做的调试排查路径。
二、EDI 段 3 个核心进水参数(缺一不可)
下面这张表是 Veolia E-Cell MK-5、QUA FEDI-2、IONPURE 等主流 EDI 膜堆的厂家出厂进水要求,任何一个超纯水项目调试前都要把表里这些数测一遍:
| 参数 | 厂家要求(上限) | 不达标的直接后果 | 对应故障表现 |
|---|---|---|---|
| 硬度(以 CaCO₃ 计) | < 1.0 ppm | 钙镁在阴极室结垢,树脂失效 | 电阻率从 18 → 12 MΩ·cm,电流效率下降,模块需频繁清洗 |
| 活性硅(SiO₂) | < 1.0 ppm | 硅在浓水室过饱和析出,膜堆堵塞 | 产水硅 >5 ppb,电阻率波动,浓水流量越来越小 |
| TOC(总有机碳) | < 0.5 ppm | 有机物在膜堆被氧化,树脂污染 | 电阻率缓慢下降(几天~几周),UV 185nm 终端负荷爆表 |
| SDI(15min) | < 1.0 | 胶体污染 EDI 膜 | 压差上升、模块寿命缩短 1-2 年 |
| 总氯 | < 0.05 ppm | 强氧化剂破坏阴离子交换树脂 | 电阻率不可逆下降,更换模块 |
这五项里硬度、活性硅、TOC是工程上最常被忽视的”三大隐形参数”。前两项靠 RO+软化器能解决,TOC 则要靠 RO 段深度截留 + 前置 UV 254nm 杀菌(抑制微生物产生 TOC)来兜底。
三、第①坑:硬度超标——钠型软化器没调好
1. 软化器选型偏小或再生周期算错
钠型软化器的产水周期是按”原水硬度 × 制水量”算的。如果原水硬度是 200 ppm,制水周期刚好 8 小时,再生时间设到第二天凌晨——白天用水高峰时硬度穿透,EDI 进水硬度瞬时超标到 3-5 ppm,整套系统都在结垢。
2. 树脂中毒或污染
原水铁含量高(>0.3 mg/L)会污染阳树脂,再生后硬度仍降不到 1 ppm 以下。表现为:出水硬度稳定在 2-5 ppm,软化器无故障但产水不合格。这种情况需要先做除铁预处理,再考虑更换树脂。
四、第②坑:活性硅超标——RO 段回收率太高
1. RO 回收率设到 80%,浓水侧硅过饱和
硅的截留率和回收率之间有个工程经验:回收率 75% 时,浓水侧活性硅浓度是进水的 4 倍,原水硅 30 ppm → 浓水 120 ppm 已经在临界点。如果再硬上 80% 回收,浓水硅 >150 ppm 必然过饱和析出,膜面结硅垢、脱盐率下降、EDI 进水硅跟着超。
2. RO 段没有浓水排放或排放管径过细
有些项目为了省水把 RO 浓水接到 EDI 浓水入口”循环利用”,结果浓水里的硅在 EDI 浓水室富集到几百 ppm,膜堆几个月就堵死。EDI 浓水必须独立排放或部分回流,不能 100% 闭路循环。
五、第③坑:TOC 超标——前置杀菌没做、RO 段有生物污染
1. 长期停机后微生物在 RO 膜面繁殖
超纯水系统如果停机超过 72 小时,RO 浓水侧会滋生细菌,TOC 飙升 2-5 ppm。这些 TOC 穿透 RO 进入 EDI,在 0-300 VDC 的电场下被电解氧化,产物沉积在树脂表面,电阻率在一两周内从 18 跌到 10 MΩ·cm。
2. 前置 UV 254nm 没装或灯管老化
UV 254nm 杀菌是 EDI 之前最经济的 TOC 防线——0.4 mJ/cm² 的剂量就能让细菌 DNA 失活。但灯管用满 1.2 万小时后功率衰减 30-40%,现场不换也察觉不到,等 EDI 频繁清洗才发现问题。
六、老工程师的现场排查路径(5 步)
1. 第一步:测 EDI 进水硬度——5 分钟出结果。>1 ppm 直接判软化器故障,先查再生周期和树脂。
2. 第二步:测 EDI 进水活性硅——硅钼蓝法 15 分钟。>1 ppm 立刻检查 RO 段回收率和浓水排放。
3. 第三步:测 EDI 进水 TOC——仪器贵可外送。>0.5 ppm 查 RO 段生物污染和 UV 灯管寿命。
4. 第四步:查 EDI 模块历史数据——电压、电流、产水电阻率曲线。如果电阻率是”缓慢下降”通常是 TOC 污染,”断崖式下跌”通常是硬度结垢,”波动大”通常是硅或 SDI 问题。
5. 第五步:合格 EDI 进水 → 再调 EDI 段本身——电压、电流、浓水流量、淡水流量四个参数。VEOLIA E-Cell MK-3 建议电压 150-250 VDC,回收率控制在 90-95%。
七、结语:EDI 不是越多越贵越好,进水合格才是关键
很多业主在 EDI 模块上砸钱——选最贵的 Veolia、IONPURE——但前端的 UF/RO/软化器不舍得投入。结果就是:进口 EDI 模块用了一两年,国产”凑合”前置设备先把水做”毒”了,EDI 跟着一起报废。
老工程师常说一句话:“EDI 段是结果,RO 段是过程,前置预处理是源头。”把硬度、活性硅、TOC 这三项搞定,EDI 模块在质保期内用满 5-8 年完全没问题。下一个项目调试前,把这张表打印出来贴在 EDI 配电柜上,测一项勾一项,比任何厂家的调试手册都管用。

