一、问题:EDI产水电阻率不达标,根源在哪?
超纯水系统的终端精制段,EDI(电去离子)模块承担着将RO产水电阻率从0.05~1 MΩ·cm提升到15~18 MΩ·cm的关键任务。一旦EDI产水电阻率持续低于12 MΩ·cm,意味着系统已经进入故障状态。工程师最常犯的错误是直接怀疑EDI模块本身,而忽略了上游RO产水水质的核心影响。
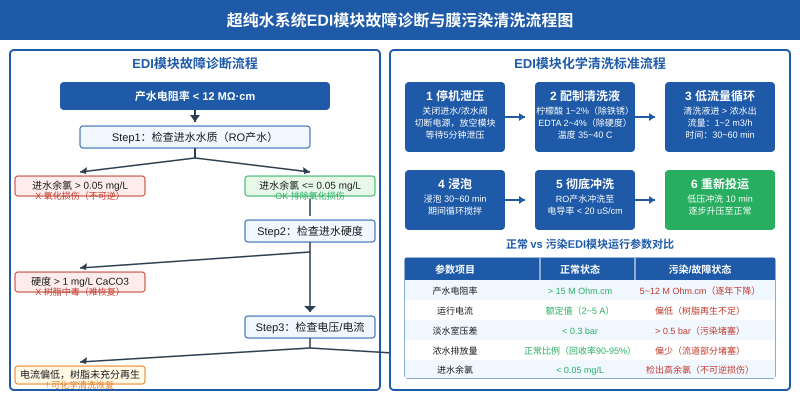
EDI模块的产水水质取决于三个层次的因素:进水水质是否合格、电场再生是否正常、离子交换树脂是否失效。本文以”产水电阻率 < 12 MΩ·cm"为入口,按诊断路径系统展开,帮助工程师快速定位故障并执行正确的清洗恢复流程。
二、Step1:排查进水余氯——这是最致命的损伤
余氯是EDI模块的头号杀手。当进水中余氯 > 0.05 mg/L(IONPURE规范),次氯酸会氧化破坏EDI淡水室内的离子交换树脂和离子交换膜,造成不可逆损伤。与RO膜的氯损伤类似,EDI的氧化损伤同样无法通过化学清洗恢复,只能更换树脂和膜。
诊断方法:使用DPD分光光度法或便携式余氯检测仪,测量EDI进水(RO产水)游离余氯。若检出余氯 > 0.05 mg/L,立即排查上游活性炭过滤器:滤料是否饱和失效、再生周期是否正确、是否存在穿透现象。
余氯超标对EDI的危害速度取决于浓度:0.1~0.5 mg/L长期运行,6~12个月内树脂和膜功能显著衰退;1~5 mg/L,几天内即出现明显脱盐率下降。一旦确认为余氯损伤,该EDI模块需联系厂家更换离子交换树脂和离子交换膜,不可拖延继续运行。
三、Step2:检查进水硬度——树脂中毒的隐形杀手
EDI进水要求硬度 < 1 mg/L(以CaCO₃计)。当RO产水硬度超标,Ca²⁺、Mg²⁺会在EDI淡水室的离子交换树脂上形成沉淀,覆盖交换位点,导致树脂交换容量永久性下降。这与软化水设备树脂中毒的原理相同,但EDI树脂一旦中毒,清洗恢复难度远高于独立软化柱。
诊断方法:取EDI进水水样,滴加硬度指示剂,检测是否出现红色(硬度检出)。同时观察EDI运行记录,若淡水室压差呈上升趋势,更换新膜堆后压差仍无法降低,则高度怀疑进水硬度长期超标导致树脂内部结垢。
硬度超标的来源通常是RO膜性能衰减(脱盐率下降),使部分原水硬度穿透RO膜进入EDI进水。此时应同时检测RO产水电导率,若 > 20 μS/cm,说明RO膜已经到了需要清洗或更换的程度,必须先解决RO问题再处理EDI。
四、Step3:检查电压/电流——电场再生是否正常
EDI模块依靠直流电场(通常100~200V DC)持续再生离子交换树脂,使其保持”随时吸附-随时释放”的活化状态。若运行电流明显低于额定值,树脂得不到充分再生,产水电阻率会逐步下降但初期是可逆的——通过化学清洗可以恢复。
判断标准:
| 运行参数 | 正常范围 | 故障特征 |
|---|---|---|
| 运行电流 | 额定值±10%(2~5 A/堆) | 明显偏低(低于额定70%以下) |
| 淡水室压差 | < 0.3 bar | > 0.5 bar且持续上升 |
| 浓水排放量 | 正常比例(回收率90~95%) | 偏少,流道堵塞迹象 |
| 进水水温 | 5~40°C(最佳25°C) | 超范围影响电流和再生效率 |
若电压电流正常但产水仍然不达标,则进入最终判断:离子交换树脂已经老化失效。树脂老化是不可逆的,必须更换整个EDI膜堆(因为树脂与膜片是一体化热熔封装的,无法单独更换树脂)。
五、EDI模块化学清洗标准流程
适用于:因硬度沉淀、有机物污染、细菌滋生导致的可逆性污染。注意:余氯氧化损伤不可清洗恢复。
清洗前准备:佩戴防护手套和护目镜,准备柠檬酸(分析纯)、EDTA四钠盐、RO产水(清洗用水的电导率必须 < 20 μS/cm)。准备好耐酸碱软管和清洗泵。
1. 停机泄压:关闭EDI进水阀、浓水排放阀,切断整流器电源。等待5分钟,确认模块内部压力完全泄放。打开清洗接口(通常为浓水进口兼做清洗液进口)。
2. 配制清洗液:柠檬酸1~2%(用于去除铁锈、硬度沉淀),EDTA 2~4%(用于络合重金属离子和深度除硬度)。用RO产水溶解,搅拌至完全溶解后,用氨水调节pH至3.5~4.0。清洗液温度控制在35~40°C(温度过低清洗效果差,过高会损伤密封件)。
3. 低流量循环:将清洗泵入口放入清洗液桶,出口连接EDI浓水进口(淡水出口关闭或盲堵)。启动清洗泵,控制流量在1~2 m³/h(低流量减少膜片损伤风险)。循环清洗30~60分钟。清洗液从浓水出口返回清洗桶,形成闭式循环。
4. 浸泡:循环完成后,停止泵,让清洗液在EDI模块内自然浸泡30~60分钟。期间每15分钟手动启动泵循环5分钟,防止清洗液局部浓度过高。浸泡过程中可在桶外轻轻敲击模块外壳,帮助松动顽固附着物。
5. 彻底冲洗:浸泡结束后,再次启动泵用RO产水冲洗EDI模块。冲洗终点:用pH试纸测量出口冲洗水电导率,直到出口水电导率 < 20 μS/cm、pH接近中性(6.5~7.5),方可认为冲洗合格。这步极为关键——残留清洗液进入产水室会严重影响电阻率。
6. 重新投运:恢复所有阀门状态,用RO产水低压冲洗系统10分钟(进水压力 < 2 bar),观察产水电导率是否恢复正常。然后逐步升压至正常运行压力,观察电流是否回升至额定值。记录清洗后的基线数据。
六、工程验收与长期运维标准
EDI模块验收标准(昌海环保工程实践参考):
| 验收指标 | 合格标准 | 测试方法 |
|---|---|---|
| 产水电阻率 | > 15 MΩ·cm(25°C) | 在线电阻率仪,原水温度补偿后读数 |
| 产水电导率 | < 0.067 μS/cm | 在线电导率仪,温度补偿系数1.5%/°C |
| 淡水室压差 | < 0.3 bar | 进水压力减去产水压力 |
| 运行电流 | 额定值±10% | 整流器面板电流表读数 |
| 回收率 | 90~95% | 产水量/进水量×100% |
预防性维护要点:
① 每周检测EDI进水电导率(应 < 20 μS/cm)和余氯(应检测不到或 < 0.02 mg/L),这是最有效的预防手段。
② 每月记录运行电流和淡水室压差,建立趋势档案。电流下降10%以上或压差上升0.2 bar以上,即预示污染积累。
③ 每半年对RO膜进行清洗维护,确保RO脱盐率稳定在98%以上,从源头保证EDI进水水质。
④ 活性炭过滤器是EDI进水的最后防线,务必建立定期更换台账(一般6~12个月更换一次,视用水量和水源余氯水平调整)。
七、总结:EDI故障诊断的核心逻辑
EDI产水电阻率不达标的诊断,可以归纳为”三步查三层”:查进水余氯(保护层是否破损)、查进水硬度(树脂是否中毒)、查电压电流(电场再生是否正常)。只有逐步排除,才能准确定位问题根源。
对于可恢复性污染,化学清洗是有效的;但对于余氯氧化损伤,工程师必须清醒认识到这是不可逆的物理化学损伤,清洗只会浪费时间,必须更换膜堆。系统设计的本质是把好进水关——RO产水水质合格,EDI才能稳定运行15~18 MΩ·cm的产水指标。
工程现场的经验是:EDI模块的故障,80%可以在上游找到答案。关注RO、维护好活性炭、控制好余氯,是保障EDI长期稳定运行的根本。

