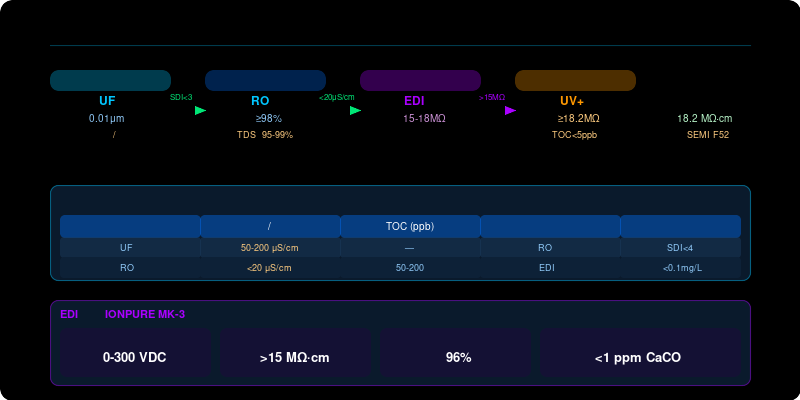
EDI电去离子是超纯水设备核心精脱盐工艺,产水电阻率15-18MΩ·cm,连续运行无需化学再生。但实际项目中,很多工程师调试EDI时,进水参数还没搞清楚就开始”调参”,结果产水电阻率怎么都上不去,甚至模块短期内就失效。本文结合IONPURE MK-3和E-Cell MK-5实参数,说透EDI调试中最容易出错的3个运行参数。
一、先搞清楚EDI进水要求:这一步80%的项目都没做对
EDI进水必须是RO反渗透产水。这不是”建议”,而是硬性要求。RO产水电导率必须低于20μS/cm(IONPURE规格要求),最优应低于10μS/cm。实际项目中,很多工程师把EDI直接接在软化水或原水后面,硬度离子直接击穿EDI模块,导致电阻率永远上不去。
1. 进水硬度上限:1ppm CaCO₃(极易被忽略)
EDI模块内部有离子交换树脂,树脂对Ca²⁺/Mg²⁺有强亲和力。如果进水硬度超过1mg/L as CaCO₃,树脂会快速吸附硬度离子并饱和。饱和后树脂不仅失去交换能力,还会释放之前吸附的离子,导致产水水质恶化。更关键的是,硬度饱和的树脂无法通过常规水洗恢复,只能重新再生——而EDI设计是连续运行,不存在停机再生的条件。
2. 进水余氯必须小于0.05mg/L(比RO严格5倍)
EDI模块结合了离子交换树脂和离子交换膜,余氯氧化破坏是最致命的危害。次氯酸(HClO)与树脂活性基团发生氯化反应,高分子链断裂,树脂软化能力不可逆丧失。IONPURE规格明确要求进水余氯低于0.05mg/L,而RO进水余氯要求是0.1mg/L,EDI严格了整整1倍。
进水余氯持续超过0.05mg/L时,EDI模块可能在6-12个月内报废,且不可逆。损伤表现:产水流量非正常上升、脱盐率下降、产水电导率升高。行业案例:某芯片工厂EDI模块2年内换了3次,最后排查发现是活性炭过滤器饱和导致余氯穿透。
二、电压参数:调高不一定效果好,很多人踩了这个坑
EDI模块需要DC直流电压驱动离子跨膜迁移。IONPURE MK-3电压范围0-300VDC,MK-5同样0-300VDC。工程师调试时常见误区:电压越高,产水电阻率越好。实际上电压超过某一阈值后,水分子电解产生H⁺和OH⁻,这些离子会反向通过离子交换膜,进入淡水室形成”内短路”,反而降低产水电阻率。
1. 运行电压应控制在使树脂处于”半交换”状态
EDI工作原理是利用直流电场持续再生离子交换树脂——水电解产生的H⁺和OH⁻充当树脂的”自再生剂”。电压过低,树脂再生不充分,离子积累导致电阻率下降;电压过高,水电解过于剧烈,产生的H⁺/OH⁻反向渗透形成漏电流,同样降低电阻率。
IONPURE推荐初始电压设定值为:进水硬度小于1ppm CaCO₃时,单堆电压约100-150VDC(MK-3)。调试时应以产水电阻率为准,逐步调节至最佳值,而非直接拉满电压。
2. 电流参数:关注电流效率而非电流大小
EDI运行电流通常控制在0-5.2ADC(MK-3最大值)。电流反映的是离子迁移速率,而非脱盐效果。电流正常但产水电阻率不达标,问题的根源往往在进水水质,而非电流参数本身。正确的调试逻辑:先确保进水水质达标,再调节电压至产水电阻率稳定在15MΩ·cm以上。
三、回收率参数:不要一味追求高回收率
EDI回收率可达90-96%(MK-3最高96%)。但高回收率意味着浓水侧盐分浓度大幅提升,离子反扩散通量增大,会降低淡水室离子迁移效率,导致产水电阻率下降。
1. 回收率每提高5%,浓水侧渗透压显著增加
EDI淡水室和浓缩室之间存在浓度梯度。回收率越高,浓水侧TDS越高,反扩散至淡水室的离子通量越大。这些”回漏”的离子直接抵消电场驱动的迁移效果,表现为产水电阻率下降。MK-5规格说明:当进水硬度接近上限(1ppm CaCO₃)时,建议将回收率降至85%以下,以保证产水电阻率稳定。
2. 典型EDI回收率与产水电阻率关系
| EDI回收率设定 | 产水电阻率(进水达标时) | 适用场景 |
|---|---|---|
| 85-90% | 16-18 MΩ·cm(稳定) | 高压锅炉补给水/半导体前处理 |
| 90-95% | 15-17 MΩ·cm(正常) | 一般工业纯水/制药用水 |
| 95-96%(最大值) | 13-15 MΩ·cm(需监控) | 仅适用于进水硬度极低(小于0.5ppm)且实时监控条件 |
3. 浓水排放不是小事:注意浓水水质
EDI浓水侧TDS通常是淡水室产水的5-10倍,如果RO回收率已经较高(例如75%),RO浓水TDS可能已经接近2000-4000mg/L。EDI浓水进一步浓缩后,TDS可能超过10000mg/L,需要专门考虑浓水处理方案,而非直接排放。
四、EDI调试标准步骤(可直接执行)
第一步:检测进水水质(硬性要求)
EDI进水前必须检测:电导率(小于20μS/cm)、硬度(小于1ppm CaCO₃)、余氯(小于0.05mg/L)、SDI(小于1)、温度(5-40°C)。任何一项超标,必须先解决再进EDI。这不是”可选步骤”,而是EDI模块寿命的保障。
第二步:低电压启动,逐步提升
初始电压设定50-100VDC,观察产水电导率变化。每30分钟记录一次数据,逐步提升电压(每次提升20-30VDC),直至产水电阻率稳定在目标值以上。整个调节过程建议持续4-8小时,以观察系统稳定状态。
第三步:确定最佳运行点
最佳运行点定义:产水电阻率稳定在15MΩ·cm以上,且电流值不超过额定电流的80%(保留余量)。MK-3电流上限5.2ADC,正常运行应控制在4ADC以下。
第四步:浓水流量设定
EDI浓水流量通常设为进水总量的10-15%。流量过低会导致浓水室盐分积累,流量过高浪费水资源且增加运行成本。MK-5要求浓水压力低于淡水压力约0.5-1bar,防止浓水渗入淡水室。
五、常见EDI故障与排查方向
| 故障现象 | 最可能原因 | 排查方向 |
|---|---|---|
| 产水电阻率低于10MΩ·cm | 进水硬度超标/余氯氧化 | 检测EDI进水硬度、余氯;检查RO产水水质 |
| 产水电阻率缓慢下降 | 树脂逐渐饱和/膜污染 | 检测进水硬度是否长期超标;检查是否需要化学清洗 |
| 电流正常但电阻率偏低 | 电压设定偏低/进水TDS偏高 | 适当提高电压;检测RO产水电导率是否偏高 |
| 产水流量下降 | 进水压力不足/膜片污染 | 检测进水压力(MK-5要求4.1-6.9bar);检查预处理是否堵塞 |
| 电压无法提升(电流受限) | 膜堆内部短路/接线问题 | 检查电极接线;联系厂商技术支撑 |
EDI是超纯水设备中技术含量最高的单元之一,调试逻辑并不复杂,但进水水质是所有后续调节的基础。在实际项目中,建议工程师先花30分钟检测进水各项参数,比后续花3天排查问题要高效得多。

