一、问题背景:废水回用系统调试为什么总卡在这几步?
废水回用系统(UF+RO组合)的调试,比普通纯水系统复杂得多。进水水质波动大、COD/TSS/TDS含量高、膜污染机制多元——任何一个环节出问题,都会直接体现在产水率、回收率和产水电导率三个核心指标上。
本文结合昌海环保多个工业废水回用项目的调试经验,整理出6个最常见的调试失败根因,每个根因都附带具体的排查路径和解决方向,帮助现场工程师快速定位问题、少走弯路。
| 故障现象 | 典型表现 | 首要排查方向 |
|---|---|---|
| RO产水率持续下降 | 相同压力下产水量减少20%以上 | SDI值、膜面污染状态 |
| 回收率偏低 | 实际回收率低于设计值10%以上 | 段间压力、膜排列、浓淡水比例 |
| RO浓水不减量 | DTRO进水量少、浓缩倍数低 | 前段RO回收率是否过高、浓水TDS是否达标 |
| 产水电导率升高 | 电导率超出设计值50%以上 | 膜片破损、密封圈泄漏、O型圈老化 |
| SDI持续超标 | 超滤产水SDI>3,稳定不下来 | UF膜污染类型、预处理加药量 |
| 清洗后通量恢复差 | 化学清洗后膜通量恢复不到90% | 清洗方案匹配性、膜老化程度 |
二、根因一:进水SDI超标,UF形同虚设
SDI(淤泥密度指数)是衡量RO进水水质最核心的指标。废水回用系统的进水往往含大量悬浮物、胶体和微生物分泌物,如果不控制好SDI,RO膜在短短几天内就会严重污染。
1. 标准限值要记牢
RO进水SDI(15分钟)必须控制在 <4,这是行业通用要求。实际调试中,建议将UF产水SDI稳定在 <3 再进入RO,能有效延长RO膜清洗周期。
2. 常见误判:以为UF过了就万事大吉
UF超滤膜的过滤精度约0.01μm,能截留细菌、胶体和大分子有机物。但以下两种情况会导致UF产水SDI仍然超标:
① 超滤膜组件存在断丝(个别中空纤维破裂),原水短路透过;② 进水含高浓度微生物代谢产物(类似藻毒素、溶解性EPS),小分子物质穿透超滤膜。这两种情况需要分别通过压力衰减测试和TOC检测来判断。
三、根因二:RO膜排列方式不当,回收率设计虚高
回收率是RO系统设计中最容易”理想化”的参数。很多项目在设计阶段把回收率设定在75-80%,但调试时发现无论如何都达不到,根源在于膜排列方式和段间压力设计不合理。
1. 段间压力差要实测,不要只看表压
RO膜标准排列为”段式排列”(一、二段),每段膜数量和压力容器排列直接影响回收率。调试时必须实测各段压力容器进出水压差,如果段间压差超过 1.5 bar,说明浓水侧已有污染堆积,此时强行提高回收率只会加速膜污染。
2. 浓水流量与产水流量的比例关系
废水回用系统浓水流量建议不低于产水流量的2倍。比例过低会导致:膜面湍流不足、浓差极化加剧、污染物更容易沉积。实际调试中若发现回收率偏低,先确认浓水循环泵工况是否符合设计流量,再检查膜壳内部密封情况。
四、根因三:高压泵工况异常,段间压力分配失衡
高压泵是RO系统的”心脏”,但也是调试中容易被忽视的环节。泵的扬程、流量曲线如果与系统设计不匹配,会造成各段压力分配失衡,部分膜堆过载、部分膜堆欠载。
1. 高压泵出口压力正常,但段间压力异常
这种现象通常说明问题在膜壳或密封上。用手持式压力表逐段测量膜壳进水压力,与中控系统显示值对比。如果某段压力明显偏低,可能是密封圈破损导致浓淡水旁路;如果某段压力明显偏高,则可能是膜壳内部膜垫片移位。
2. 泵的汽蚀问题
废水回用系统进水水质差,高压泵前若缺少有效排气措施,泵壳内会产生气蚀,导致实际扬程下降、流量不稳。表现特征是泵出口压力表指针频繁跳动、噪声异常。解决办法是在泵入口前加装自动排气阀或稳压罐。
五、根因四:膜污染类型判断错误,清洗方案南辕北辙
膜化学清洗是调试阶段最容易”做错”的环节。错误的清洗方案不仅无法恢复膜通量,还可能加速膜老化。常见问题是:在没有明确污染类型的情况下,直接按经验”酸碱轮洗”,结果适得其反。
1. 常见污染类型与对应清洗剂
无机垢(碳酸钙、硫酸钙):用 柠檬酸(pH 2.5-3.5) 或 盐酸(pH 2.0-3.0) 清洗;有机物/生物膜:用 氢氧化钠+表面活性剂(pH 11-12) 清洗;硅垢:用 氟化氢铵 或专用除硅清洗剂。注意:EDTA不适用于处理含有高价阳离子(Ca²⁺、Mg²⁺)的垢质,容易形成更稳定的络合物。
2. 清洗后通量恢复率判断标准
工业废水回用系统,清洗后膜元件标准通量恢复率应达到 90%以上。低于90%说明:污染类型判断有误(需要换清洗方案)、膜元件已达到使用寿命(需考虑更换)、或清洗操作本身有问题(如清洗温度不够、清洗时间不足)。
六、根因五:DTRO浓水不减量,根源在前段RO回收率设置过高
很多工程师在调试DTRO时发现,浓水减量效果差——不是因为DTRO本身有问题,而是前段RO的回收率设置过高,导致RO浓水TDS已经接近DTRO的处理上限。
1. DTRO的适用条件要清楚
DTRO碟管式反渗透的工作压力75-120bar,设计回收率通常 50-60%,可处理TDS高达 100g/L 的高浓废水。但DTRO对进水的SDI要求同样严格(SDI<10),如果前段RO产水SDI仍然超标,DTRO膜片会迅速堵塞。
2. 浓水TDS与回收率的平衡
合理的系统组合是:前段RO回收率控制在 60-70%,既保证RO产水量,又让浓水TDS在DTRO的可处理范围内(通常10-50g/L),这样DTRO才能有效浓缩、整体系统回收率才可能达到 85%以上。
七、根因六:出水色度/COD超标,问题往往不在RO段
RO段对COD的去除率约90-95%,对色度几乎能完全去除。如果RO产水色度或COD仍然超标,优先检查UF产水水质——问题根源往往在前段生化处理工艺失效或预处理加药干扰。
1. 生化段失效的快速判断
取UF产水测COD,如果COD已经在 100-200 mg/L 以上,说明生化段(MBR或接触氧化)处理效果不足,此时增加RO膜数量或调整回收率都无法解决问题,必须先修复生化段工况。
2. 加药干扰的识别
预处理阶段如果使用了大量絮凝剂(聚合氯化铝等),残留的铝离子和絮凝胶体会在RO段积累,影响脱盐率。调试阶段应检测进水中铝离子浓度,确保 <0.1 mg/L。
八、调试参数速查表
| 参数名称 | 标准值 | 警戒值 | 危险值 | 超标处置 |
|---|---|---|---|---|
| UF产水SDI | <3 | 3-4 | >4 | 停机检查超滤膜,测断丝 |
| RO进水余氯 | <0.1 mg/L | 0.1-0.3 mg/L | >0.3 mg/L | 检查活性炭罐,测ORP |
| RO产水电导率 | <设计值 | 设计值×1.5 | 设计值×2 | 检查膜密封/O型圈 |
| RO段间压差 | <1.0 bar | 1.0-1.5 bar | >1.5 bar | 停机化学清洗 |
| DTRO进料SDI | <10 | 10-15 | >15 | 增加预处理过滤精度 |
| 清洗后通量恢复率 | >90% | 80-90% | <80% | 换清洗方案/换膜 |
九、总结:调试顺序不能乱
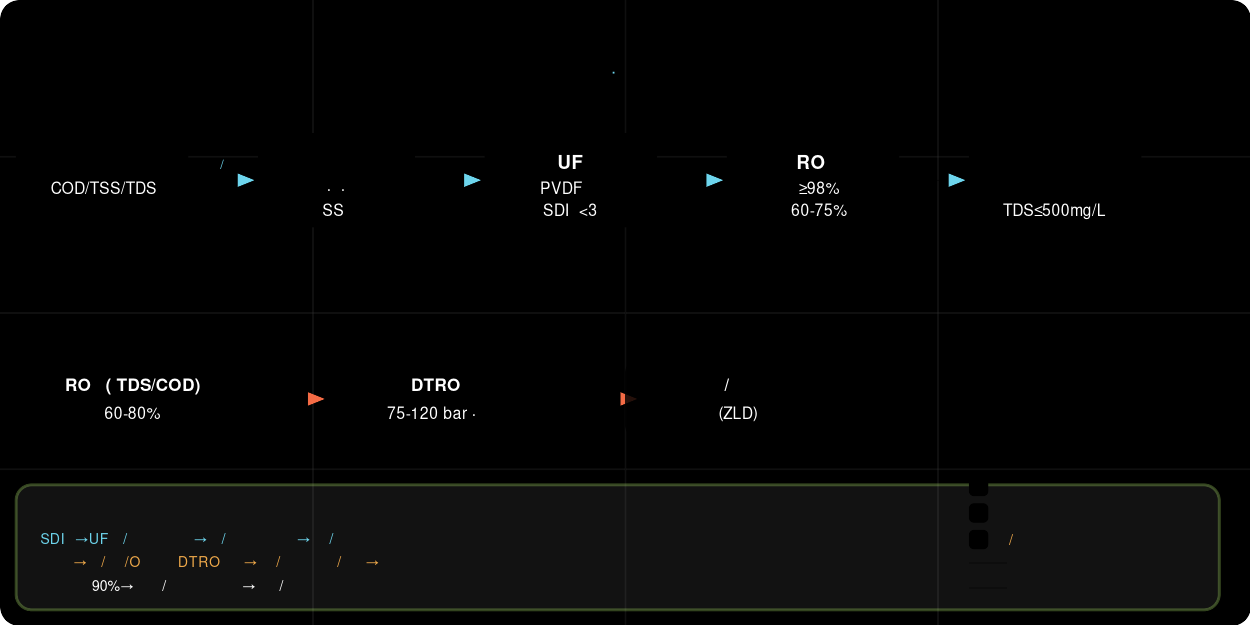
废水回用系统调试的核心逻辑是”逐段确认、递进验证”。正确的调试顺序是:
① 预处理出水水质稳定(SS<50mg/L)→ ② UF产水SDI稳定<3 → ③ RO产水率和电导率达标 → ④ 记录各段压力建立基准线 → ⑤ 调整回收率到设计值 → ⑥ 有DTRO则验证浓水TDS和DTRO产水率。
每一步都设立了明确的判定标准之后再进入下一步,不要在SDI还没稳定的情况下强行提升回收率——这是调试失败最常见的路径。
昌海环保可提供废水回用系统的现场调试指导服务,涵盖UF+RO+DTRO全工艺链的参数优化和故障诊断。如有需要,欢迎联系我们获取技术支持。

