一、问题:脱盐率”看起来正常”,电导率却超标
在RO系统调试和运维现场,有一种情况很常见:工程师看到产水电导率显示”正常”,就判断系统运行没问题。但客户一测,自来水进水电导率800 μS/cm,产水却只有85 μS/cm,脱盐率算下来是89.4%——离食品饮料行业RO脱盐率≥95%的要求差了整整5个百分点。
问题出在哪?大多数工程师会先去查膜元件有没有破损、密封圈有没有泄漏。但如果这两个地方都没问题,问题往往藏在容易被忽略的三个位置:
1. 进水温度低估了修正系数RO膜的产水量和脱盐率对温度高度敏感。进水温度每下降1°C,产水量下降约3%,而脱盐率的”表观值”也会发生改变——因为温度低了,水的黏度增大,离子穿过膜的迁移速率下降,测量到的脱盐率数字反而会”虚高”。
正确的做法是:查膜厂家提供的温度修正曲线(或使用在线修正公式),将实测电导率换算为25°C基准值。如果原水温度低于25°C(冬季水温10~15°C很常见),实际脱盐率可能比读数低3~8%。
2. 浓水排放阀开度过大——回收率偏低是隐性故障如果浓水阀开得太大,回收率可能只有40%(理想值应在75%左右)。低回收率意味着进水量大、排水量大,虽然脱盐率看起来还可以,但产水和水资源的浪费已经很严重。这种情况在调试初期很常见:工程师怕膜污染,就把浓水阀调得很开。
排查方法:读取高压泵出口压力和浓水压力,计算实际回收率。如果回收率明显偏低,应逐步关小浓水阀,同时监测一段进水压力变化(不应超过膜元件的允许最大压差)。
3. 进水电导率基准没有统一——对比基准错了,判断自然错有的调试人员拿自来水电导率(~300-800 μS/cm)当进水电导率基准,但实际RO进水是经过预处理(砂滤+碳滤+软化)后的水。预处理后的进水TDS可能比原水低20~40%,如果直接用原水电导率来算脱盐率,数值会被”稀释”,掩盖了真实的膜分离能力下降。
二、三参数联检:快速定位问题根源
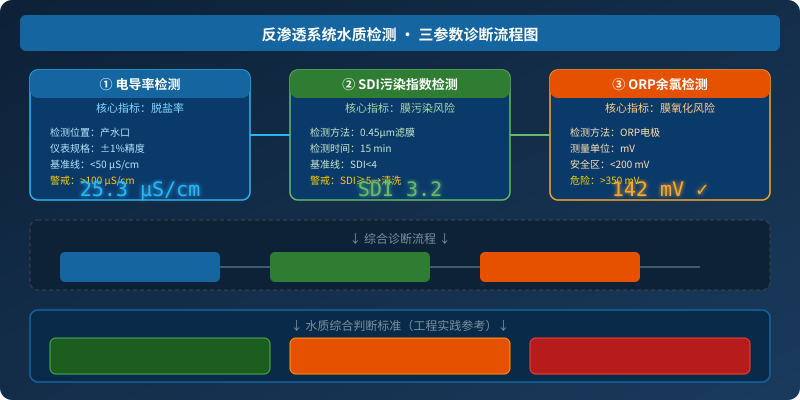
RO系统水质检测有三个核心参数,工程师应同时测量、交叉验证,而不是只看产水电导率一个指标:
| 检测参数 | 检测位置 | 正常范围 | 异常信号与指向 |
|---|---|---|---|
| 产水电导率 | 产水取样口 | <50 μS/cm(25°C) | >100 μS/cm:膜破损或密封泄漏 |
| SDI污染指数 | 进水管道取样点 | <4(RO进水要求) | ≥5:预处理失效,膜污染风险升高 |
| ORP余氯值 | 预处理后进RO前 | <200 mV(对应余氯<0.05 mg/L) | >350 mV:活性炭饱和,余氯超标,膜氧化风险 |
三参数中任意一项异常,都要立即追查对应环节。如果三个参数同时出问题,说明预处理到膜组件之间的整个链路存在系统性故障,不能靠单一手段”头痛医头”。
三、工程实战:电导率异常快速排查步骤
以下排查流程适用于调试阶段或运行中发现产水电导率异常的情况,按顺序执行,不需要特殊仪表,普通水质检测包即可完成前两步。
Step 1:确认测量条件(3分钟内完成)记录当前进水温度、水压、产水量,计算实际回收率。如果水温低于20°C,先用温度修正系数换算电导率,再与标准值对比。实测水温12°C时,85 μS/cm换算到25°C基准约107 μS/cm,已经超过警戒线。
Step 2:测量预处理后进水电导率(5分钟内)在砂滤+碳滤+软化器之后取样,测量TDS。这个值才是计算脱盐率的真实分母。如果预处理的软化器再生不充分,进水硬度偏高,会导致膜面结垢,脱盐率实际已经在下降,只是产水电导率还没有明显升高——因为结垢层的存在反而”暂时”提高了脱盐率表观值,掩盖了问题。
Step 3:浓水阀开度与回收率核查(10分钟内)查阅设备操作手册或膜组件技术参数,找到设计回收率。测量浓水流量和产水流量,计算实际值。回收率低于设计值10%以上时,优先调整浓水阀——注意:调整应分步进行,每次关小10%,观察进水压力变化,防止超压损坏膜。
Step 4:膜元件完整性检测(如前3步未发现问题)使用膜厂商提供的标准膜片测试工具,或请膜厂商现场服务做膜片完整性检测。膜片氯化损伤(余氯超标导致)和膜片破裂(高压冲击导致)在外观上不一定有明显痕迹,需要专业工具确认。
四、业主验收注意事项:3个核心指标一次说清
RO系统验收时,工程师应提前和业主确认以下三个指标的计算基准和测量方法,避免验收时因”数字对不上”产生纠纷:
| 验收指标 | 常见误区 | 正确做法 |
|---|---|---|
| 脱盐率 | 用原水电导率做分母,实际进水TDS已被预处理降低 | 用RO预处理后进水电导率做分母;水温低于25°C需温度修正 |
| 产水电导率 | 只看瞬时值,未记录水温;冬季和夏季水温差异导致读数不可比 | 记录测量时水温,标注”25°C修正值”;提供连续24h产水水质记录 |
| 回收率 | 只看浓水阀开度,不测量实际流量;阀门位置不等于实际回收率 | 用流量计直接测量产水流量和浓水流量,计算公式:回收率=产水/(产水+浓水)×100% |
建议工程师在调试完成后,出具一份包含水温、压力、流量、电导率、SDI、ORP的完整调试报告,数据完整、来源可查,既方便业主验收,也为自己留下调试记录,便于后续运维参考。
五、总结:三句话记住这个诊断逻辑
RO系统产水电导率异常,不只是”膜坏了”这么简单。工程师应记住以下三点:
① 脱盐率是比电导率更核心的指标,但计算时必须用预处理后的实际进水电导率做基准,水温低于25°C必须修正。
② 三参数(电导率+SDI+ORP)联检是快速定位的关键——只盯产水电导率,是调试阶段最常见的判断失误。
③ 浓水阀开度和回收率是调试质量的一面镜子——阀开得太大不只是浪费水,还会让膜长期在低负荷下运行,加速性能衰减。
下次调试RO系统时,先把温度、回收率、进水电导率这三个”基础动作”做到位,很多看似复杂的故障,其实根源都在这几个被忽略的参数上。

