不少工业企业面临这样的困境:生产用水量大、排水环保压力大、用水成本持续攀升。传统「达标排放」模式正在被「资源化回用」取代。废水回用系统作为实现废水从「污染负担」向「再生资源」转化的核心装备,正在成为工业企业环保升级的首选方案。
为什么废水回用成为工业刚需?
以一个日用水量2000吨的工厂为例,采用自来水年用水成本约500万元,而通过废水回用系统将70%以上的生产废水处理后回用,年用水成本可降至150万元以内,投资回收期通常在1.5-3年。
从政策层面看,《水污染防治行动计划》明确要求推进工业集聚区水资源循环利用,全国多省已对高耗水行业下达强制回用比例指标。环保督察的常态化更让废水零排放成为越来越多企业的生存门槛。
与此同时,膜技术的快速成熟大幅降低了回用成本。反渗透(RO)膜价格在过去五年下降超过40%,膜通量提升、抗污染性能增强,使得中小型企业也有能力部署废水回用系统。
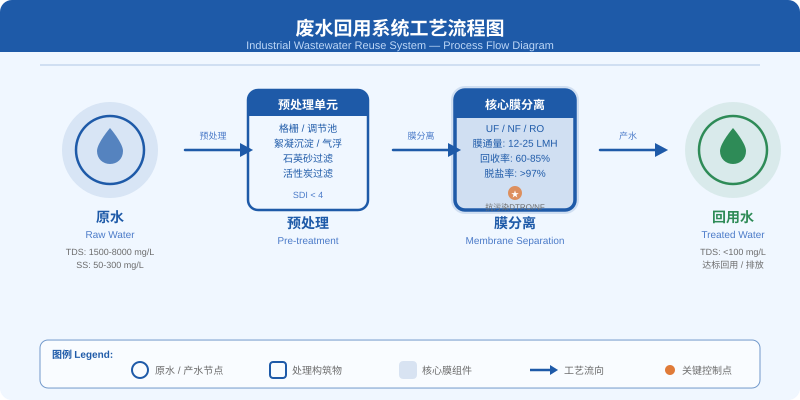
废水回用系统核心工艺流程
一套完整的工业废水回用系统通常由预处理单元和核心膜分离单元组成,二者缺一不可。
预处理:保护膜组件的第一道防线
进水水质直接决定膜组件的寿命和产水稳定性。未经预处理的工业废水含有大量悬浮物(SS: 50-300mg/L)、油类物质、硬度离子及有机污染物,直接进入膜系统会造成不可逆的膜污染。
典型预处理工艺包括:
- 格栅与调节池:拦截大颗粒杂质,均化水质水量波动,缓冲时间通常不低于6小时;
- 絮凝沉淀/气浮:去除乳化油、胶体态有机物和部分悬浮物,SS去除率可达80%以上;
- 石英砂过滤器:进一步截留细小悬浮物,将浊度降至5 NTU以下;
- 活性炭过滤器:吸附有机物和余氯,保护RO膜氧化降解。
预处理的核心控制指标是SDI(淤泥密度指数),需严格控制在SDI<4范围内,这是反渗透膜正常运行的必要前提。
膜分离:回用的核心技术环节
经过预处理的废水进入核心膜分离单元,根据回用水质要求不同,常见的膜组合工艺有:
- UF(超滤)+ RO(反渗透):最常见的组合,UF去除细菌、病毒和大分子有机物,RO进一步脱盐,适用于大多数工业回用场景;
- NF(纳滤)+ RO:针对高硬度、高硫酸根废水,NF对二价离子截留率高,可降低RO膜结垢风险;
- DTRO(碟管式反渗透):针对高浓度、高污染废水(如垃圾渗滤液、制药废水),DTRO独特的开放式流道设计具备极强的抗污染能力。
关键性能参数方面:系统回收率60-85%(即每吨废水可回用0.6-0.85吨)、脱盐率大于97%、产水TDS可降至100mg/L以下,满足工业冷却、清洗、工艺用水等不同回用需求。膜通量通常控制在12-25 LMH(升/平方米·小时),过低影响产水量,过高则会加速膜污染。
典型行业应用场景
废水回用系统并非一套通用方案,不同行业的废水特性差异显著,需要针对性的工艺设计:
- 电镀行业:含重金属离子镍、铬、镉,需配合离子交换和专用的抗污染RO膜,回用水需满足清洗水槽用水标准;
- 印染纺织:高色度、高COD废水,深度氧化(臭氧/芬顿)配合膜分离是主流工艺路线;
- 钢铁冶金:以冷却循环水排污为主,无机污染物为主,相对容易处理;
- 化工制药:成分复杂,部分有机物对膜有强吸附性,需要高级氧化预处理破链。
系统运行与维护要点
废水回用系统的运行成本主要来自三个方面:能耗(占运行成本50-60%)、膜更换(占20-30%)、药剂消耗(占10-20%)。
膜污染是影响系统稳定运行的最大威胁。定期化学清洗(常用柠檬酸、盐酸、氢氧化钠配方)可有效恢复膜通量。当膜通量下降至初始值80%以下时,应及时开展离线化学清洗,避免不可逆的膜性能衰减。
此外,建立规范的运行记录和预警机制——包括进水SDI、产水通量、段间压差等核心参数——是保障系统长期稳定运行的管理基础。
选型与实施建议
企业在规划废水回用项目时,建议重点关注三点:一是水质全分析必须完整准确,这是工艺设计的依据;二是膜组件品牌和质量直接影响系统寿命,建议选用具有工程案例支撑的产品;三是系统设计应预留合理的扩展余量,避免因产能扩大而整体重建。
昌海环保专注工业水处理领域多年,在废水回用系统设计、设备集成与运营调试方面积累了丰富的工程经验,可根据企业实际水质和回用需求提供定制化的技术方案。

