一、行业痛点:普通反渗透遭遇”天花板”
在煤化工、电力、制药、电子行业的废水零排放(ZLD)项目中,有一个普遍难题:经过预处理和多级膜浓缩后,最终母液盐分高达数万至十几万mg/L,普通的反渗透设备在1.5–2.5 MPa的运行压力下根本无法进一步处理——膜元件堵塞、产水量骤降、设备频繁报警,是许多水处理工程师的噩梦。
高压反渗透系统(HP-RO)正是为解决这一痛点而生:可将运行压力提升至5.0–8.0 MPa,对高浓度盐水继续进行膜浓缩,将原本只能依靠蒸发塘或蒸发塘处理的浓液进一步减量化,是实现真正零液体排放(Zero Liquid Discharge)的关键技术单元。
二、高压反渗透核心原理
高压反渗透的工作原理与标准反渗透基本一致——利用半透膜两侧的渗透压差,使水分子在高压驱动下透过膜孔,而溶解性固体(盐分)被截留从而实现脱盐。但有两点关键差异使其能够处理高浓度盐水:
- 极限压力驱动:当膜两侧的渗透压差超过普通RO的额定压力时,标准膜组已无法继续工作。HP-RO通过更高压力的泵组(最高8.0 MPa)克服渗透压,使高浓度溶液也能持续产水。
- 浓水循环防堵:采用开敞式流道设计(原水在膜面形成高速横向流动),即使进水TDS高达30,000–80,000 mg/L,也不会因浓差极化导致膜面快速结垢。
三、系统核心组成与工艺流程
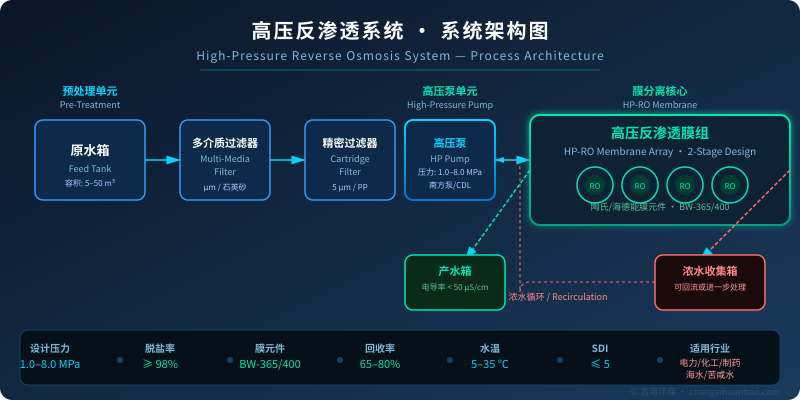
一套完整的高压反渗透系统通常由以下单元组成(以两段式工艺为例):
- 预处理单元:多介质过滤器(去除SS)+软化树脂(防CaCO₃垢)+5 μm精密过滤器(保护高压泵)。进水水质要求:SDI≤5,余氯=0,水温5–35°C。
- 高压泵组:采用立式多级离心泵(如南方泵CDL/CR系列)或柱塞式高压泵,额定压力需达到系统设计压力的1.2–1.5倍。运行压力根据进水TDS确定:进水TDS 10,000 mg/L时约需3.0–4.0 MPa;TDS 50,000 mg/L时需5.5–7.0 MPa。
- HP-RO膜组:采用高脱盐率芳香聚酰胺复合膜(如陶氏BW-365/400、海德能PROC系列),一段+二段阵列设计,典型比例2:1,膜元件数量根据处理量确定(单支膜面积365–400 ft²)。
- 产水/浓水单元:产水电导率可控制在<50 μS/cm(25°C),回收率65–80%;浓水端TDS浓缩倍数可达5–8倍,可直接进入后续蒸发结晶系统。
四、关键技术参数对比
| 参数 | 普通反渗透(Low Pressure RO) | 高压反渗透(HP-RO) |
|---|---|---|
| 运行压力 | 1.0–2.5 MPa | 3.0–8.0 MPa |
| 适用进水TDS | ≤10,000 mg/L | 5,000–80,000 mg/L |
| 脱盐率 | 95%–98% | ≥98%(新膜) |
| 系统回收率 | 50%–70% | 65%–80% |
| 浓水端TDS浓缩倍数 | 2–3倍 | 5–8倍 |
| 典型应用 | 纯水制备、中水回用 | 高盐废水零排放、海水浓缩 |
五、典型应用场景
- 煤化工/焦化废水零排放:煤化工高盐废水经生化物化预处理后,TDS仍达5,000–20,000 mg/L,HP-RO作为膜浓缩核心,将废水量减至1/5,大幅降低蒸发结晶运行成本。
- 电厂脱硫废水零排放:火电厂脱硫废水高硬度、高盐分,HP-RO可在不投加大量阻垢剂的前提下稳定运行6个月以上。
- 海水/苦咸水淡化工程:海水SWRO浓排水(盐度约70,000 mg/L)经HP-RO进一步浓缩,减少蒸发器处理量50%以上。
- 制药/电子行业高纯水:配合EDI装置,可制备18.2 MΩ·cm超纯水,同时将浓水侧盐分最大化回收。
高压反渗透系统的稳定运行离不开完善的预处理设计、科学的膜组阵列计算以及精准的运行参数控制。在实际工程中,建议在预处理段增加水质在线监测(SDI仪、余氯仪),并配合自动加药系统(阻垢剂、还原剂),可有效延长膜元件寿命、降低清洗频率,是实现高盐废水长期稳定膜浓缩的可靠保障。

