EDI(Electrodeionization)电去离子技术是现代高纯水制备领域的核心技术之一,广泛应用于电力、电子、医药、化工等行业。相比传统离子交换工艺,EDI无需使用大量酸碱再生剂即可连续生产18MΩ·cm以上的高纯水,实现了真正意义上的清洁生产与成本控制双重目标。本文昌海环保(www.changhaihuanbao.com)详解EDI工艺的工作原理与典型流程。
一、EDI技术的基本原理
EDI将电渗析技术与离子交换技术融为一体,在直流电场作用下,水中的离子定向迁移并透过选择性离子交换膜进入浓水室;同时,填充在淡水室中的离子交换树脂持续吸附并转移离子,使出水端电阻率可达≥18MΩ·cm,TDS(溶解性总固体)低于0.1mg/L。
整个反应过程无需化学再生,这是EDI区别于传统混床的最大优势。硬度(Hardness)被深度去除至<1mg/L(以CaCO₃计),脱盐率(Desalination Rate)超过99%,大幅降低了下游设备的结垢风险。
二、典型EDI工艺流程图
完整的EDI纯水系统通常包含预处理、反渗透和EDI三个核心环节:
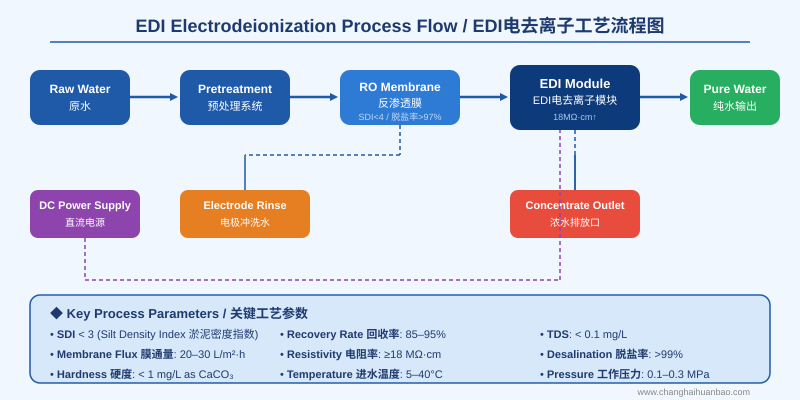
原水(Raw Water)经预处理系统去除悬浮物、胶体及余氯后,进入RO反渗透膜单元,SDI(淤泥密度指数)须控制在4以下,脱盐率>97%,这一步去除了95%以上的离子物质。随后透过RO的淡水进入EDI模块,在直流电场和离子交换树脂的协同作用下,完成最后的深度脱盐,产出高纯水。浓水排放口(Concentrate Outlet)定期排出高浓度离子水;电极冲洗水(Electrode Rinse)用于清洗EDI电极表面的沉积物,维持模块电气性能稳定。
三、EDI核心工艺参数与选型要点
在工程实践中,EDI系统的设计与运行须重点关注以下参数:
- 膜通量(Membrane Flux):常规范围20–30 L/m²·h,超过上限将加速膜面污染,影响出水水质和使用寿命。
- 回收率(Recovery Rate):工业级EDI系统通常控制在85%–95%,需结合进水水质与浓水排放要求综合确定。
- 进水要求:TDS<25mg/L,进水温度5–40°C,工作压力(Working Pressure)0.1–0.3MPa,SDI<3,残余氯<0.05mg/L。
- 模块串联配置:根据产水水量需求,可采用多级多段式布置,确保各模块出力均衡。
EDI模块对进水水质极为敏感。进水若含有高浓度硬度离子或游离氯,将导致离子交换树脂中毒、膜堆通道堵塞甚至永久性损坏,因此RO预处理段的SDI控制与活性炭过滤环节尤为关键。
四、EDI系统的应用场景与优势
EDI高纯水系统的主要应用场景包括:火力发电厂锅炉补给水制备、集成电路(IC)芯片制造清洗水、制药注射用水(WFI)前端处理,以及实验室超纯水供给等。与传统混床相比,EDI的运行成本可降低60%以上,无酸碱废水排放,符合ISO 14001环境管理体系要求,已成为水处理行业绿色制造的主流技术路线。
昌海环保专注于水处理系统工程设计与EDI模块销售二十年,为客户提供从水质检测、工艺设计到设备安装调试的全流程服务。如需了解EDI系统报价或技术方案,欢迎联系:137-9889-6985(微信同号)。

