电镀、阳极氧化、化学镀等表面处理产线,清洗槽硬度超标时,90%业主第一反应是”换批树脂试试”。但硬度超标的代价是清洗槽结垢→停产→镀层报废的连锁反应。一家中型电镀厂24小时非计划停产损失30-50万,年损失20万起几乎是行业常态。
一、软化水不达标的3个真实代价
1. 清洗槽结垢被迫停产:硬度>0.5 mmol/L时,清洗槽3-5天在加热管和槽壁形成CaCO₃垢,导热效率下降30%,每两周停线酸洗,每次停产8-16小时。
2. 镀层报废率飙到15%以上:硬度高的清洗水带入电镀槽污染镀液,使镀层出现针孔、麻点,镀铬镀镍尤其敏感。某广东电镀厂曾因硬度超标,单批次镀铬件报废率冲到18%,亏损12万。
3. 树脂频繁再生,盐耗水耗翻倍:用错型号或配置过小的软化器,树脂容量严重不足,每8小时再生一次,工业盐和反洗水都翻倍,年多花5-8万。
二、不同电镀工艺的硬性指标
不同表面处理工艺对硬度的容忍度差异很大,很多业主选型只看”软化水”三个字,不看具体指标:
| 工艺类型 | 硬度(mmol/L) | 电导率(μS/cm) | 注意点 |
|---|---|---|---|
| 镀锌预处理清洗 | <0.5 | <500 | 常规要求 |
| 镀铜/镀镍前清洗 | <0.1 | <50 | 敏感工艺 |
| 镀铬前清洗 | <0.05 | <20 | 严格工艺 |
| 阳极氧化 | <0.3 | <100 | 需同步控SiO₂ |
| 化学镀镍 | <0.03 | <10 | 建议RO+软化 |
三、90%业主栽过的3个选型坑
坑一:树脂选错型号。把氢型强酸性阳树脂(除碱度用)当钠型软化树脂,产水pH剧烈波动腐蚀镀槽;或选工业级冒充食品级,有机物溶出污染镀液,镀层出雾状瑕疵。
坑二:罐体流量配置不足。按”平均小时用水量”选型,没考虑早班峰值流量,高峰期硬度穿透。规范做法是按峰值1.2倍配置,预留25%余量。
坑三:再生逻辑用”时间型”代替”流量型”。简单定时再生,在产水波动大的产线要么树脂浪费,要么再生不及时导致硬度穿透。流量型控制阀按实际产水吨数精准触发,既保水质又省盐耗。
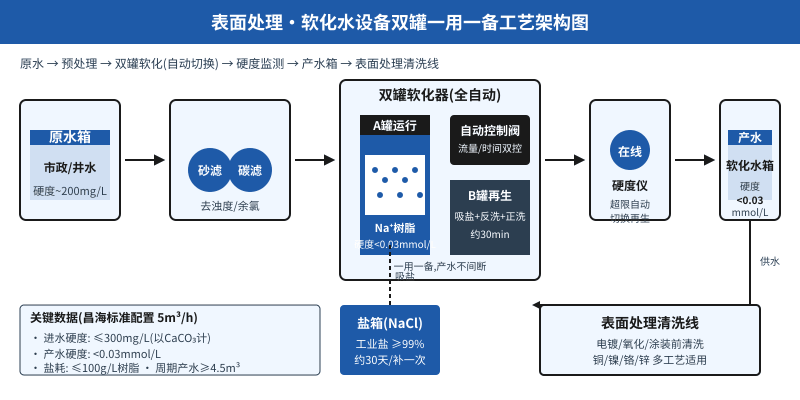
四、昌海双罐一用一备方案
针对表面处理产线24小时连续生产、清洗水不能断供的硬需求,昌海主推双罐并联方案:
1. 全自动流量型控制阀:按产水流量精准触发再生,杜绝过度再生。FLECK或RUNXIN阀头,工作温度0-50℃。
2. 双罐并联,A罐运行B罐再生:任何时刻都有一罐在线供水,适合三班倒。再生约30分钟,期间A罐独立承担全部流量。
3. 在线硬度仪+PLC联锁:超限立即报警并切换备用罐,确保硬度稳定0.03 mmol/L以下。可选4G远程推送。
4. 钠型阳离子交换树脂001×7:工作交换容量≥4.5 mmol/L,盐耗≤100g/L树脂,寿命3-5年。

五、传统软化 vs 昌海双罐方案对比
| 对比项 | 传统单罐 | 昌海双罐 | 昌海RO+软化 |
|---|---|---|---|
| 产水硬度 | 0.05-0.1波动 | <0.03稳定 | <0.01 |
| 产水连续性 | 再生时断水 | 24h不间断 | 24h不间断 |
| 盐耗(g/L树脂) | 150-200 | 80-100 | 80-100 |
| 自动化 | 半自动 | PLC全自动 | PLC全自动 |
| 适用场景 | 小批量/单班 | 三班连续 | 化学镀/高精密 |
| 投资回收期 | – | 约1.5年 | 约2年 |
六、案例:某汽车零部件电镀线改造
某苏州汽车零部件电镀厂,3条线共用1台单罐软化器,硬度0.08,清洗槽每2周酸洗,年损失约36万。改用昌海5 m³/h双罐后,硬度稳定<0.02,3个月无需酸洗,一次合格率94%升99.1%,年节省18万。
七、总结:软化水是系统工程
对电镀、涂装、阳极氧化等表面处理企业,软化水是”稳+省+不断水”的系统工程。避开3个选型坑,选对双罐方案,1年省下的不只是树脂盐费,更是停产的隐性成本。昌海专注水处理12年,ISO9001+CE认证,表面处理已交付20+项目。

