一、电镀车间为什么对清洗水这么”挑”?
电镀、涂装、磷化这类表面处理车间,清洗水不是简单的”自来水冲冲”——它直接决定镀层结合力、镀件外观和次品率。漂洗槽里的水一旦硬度偏高、电导率失控,水中的 Ca²⁺、Mg²⁺ 会和镀液中的 EDTA、柠檬酸根反应,生成不溶性络合物挂在镀件表面,形成”水痕”、”白斑”、”雾状”等缺陷。
更麻烦的是硬度高的水本身浊度也高(胶体碳酸钙是天然浊度来源之一),会让清洗槽在3-5 天内累积一层悬浮物,反过来污染镀液。光亮剂、光亮剂载体、配位剂被水中的杂质消耗得更快,镀液寿命直接缩短20%-30%。
按 GB 电镀清洗水标准,合格的清洗水要求 Cu²⁺、Ni²⁺、Cr⁶⁺单一重金属 <0.1 mg/L,浊度 <2 NTU,电导率 <500 μS/cm,硬度 <5 mg/L。这套标准比自来水直接用严格得多——自来水硬度通常150-300 mg/L,直接进漂洗槽是"事故模式"。
二、3 个参数没控好,镀件次品率直冲8%
电镀次品率从1%跳到8%,背后往往是清洗水3 个参数失控。我们2025 年服务过的12 家表面处理厂,8 家次品率超标的根因都落在下面这3 项:
1. 总硬度没降到5 mg/L 以下
硬度是电镀清洗水第一指标。即使电导率达标(说明总盐不高),硬度仍可能因为 Ca²⁺/Mg²⁺单独偏高而超标。镀锌件在高硬度水中漂洗后,表面会出现”白霜”,次品率从1.5% 直接跳到6%-8%。
2. 电导率卡在300-500 μS/cm 的”灰色地带”
有些厂认为”接近500 就够了”,但电导率接近上限时,镀液带出损耗明显加快——尤其是光亮镀镍,镀液浓度波动会让镀层出现”云状纹”。实测数据:电导率从50 μS/cm升到450 μS/cm,光亮镍镀液寿命缩短约35%。
3. Cu²⁺残留没控到0.1 mg/L 以下
酸活化槽出来的清洗水如果回用不彻底,会带入微量 Cu²⁺ 到下一道镀铬、镀镍工序,产生置换反应——镀层起雾、结合力下降。GB 标准里 Cu²⁺ <0.1 mg/L 是硬指标,不是"差不多就行"。

三、昌海”软化+RO”组合工艺怎么解?
针对电镀清洗水三项硬指标(硬度 <5、电导率 <500 μS/cm、Cu²⁺ <0.1 mg/L),昌海采用「软化 + RO 反渗透」组合工艺,工艺路线见下方流程图:
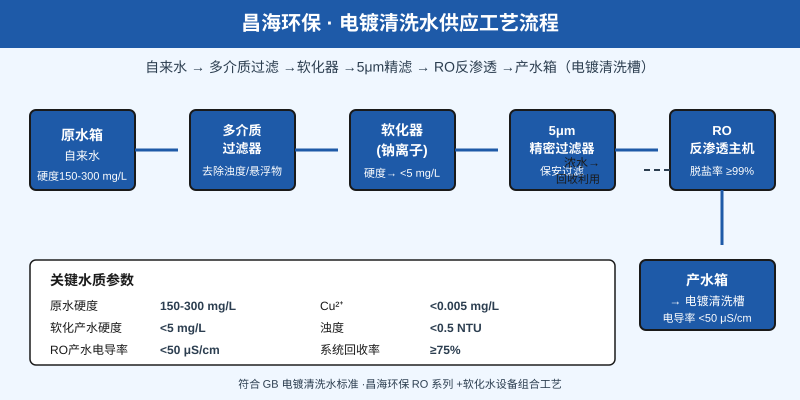
原水箱 → 多介质过滤(去除浊度悬浮物) →软化器(钠离子置换,把 Ca²⁺/Mg²⁺变成 Na⁺) →5μm精密过滤器(保安过滤) → RO 反渗透主机(脱盐率 ≥99%) →产水箱(直供清洗槽)。
这套工艺的核心逻辑分两步:第一步软化把”成垢离子” Ca²⁺/Mg²⁺换成 Na⁺,硬度从150-300 mg/L 直接降到 <5 mg/L,同时保护下游 RO膜不被 CaCO₃垢堵死;第二步 RO 把 Na⁺之外的所有溶解盐(也包括微量 Cu²⁺ 等重金属)截留,产水电导率稳定 <50 μS/cm,远低于 GB标准的500 μS/cm 上限。
RO浓水(回收率75% 的情况下约25% 进料变成浓水)不再直接排放,而是单独收集——这部分水含盐量高、含重金属,但经过化学沉淀后可再处理或送 DTRO进一步浓缩,实现”清洗水→回用→浓水减量”的闭环。
四、广东某电镀产业园改造实录
广东某大型电镀产业园(50+家电镀企业入驻),2024 年之前用自来水直接做清洗水,园区整体次品率长期在5%-8%,部分小厂甚至到12%。改造采用昌海软化 + RO组合工艺,设计日处理500 m³。
改造后实测数据如下(表格对比):
| 参数 | 自来水原水 | 软化产水 | RO产水 | 电镀清洗水标准 |
|---|---|---|---|---|
| 总硬度(mg/L) | 150-300 | <5 | <1 | <5 |
| 电导率(μS/cm) | 200-800 | 200-800 | <50 | <500 |
| Cu²⁺(mg/L) | 0.01 | 0.01 | <0.005 | <0.1 |
| 浊度(NTU) | 1-5 | 1-5 | <0.5 | <2 |
改造半年后,园区整体次品率从5%-8%降到1.2%-1.8%;年节约新鲜自来水约100,000 m³(按500 m³/天 ×200 运行天数 ×75%回收率折算);RO浓水经 DTRO碟管式反渗透进一步浓缩至 TDS >100 g/L,最终废液量 <5%,大幅降低园区危废处置成本。
这家园区选择”软化+RO”组合而不是直接 RO 的关键考虑是:RO膜怕硬水,直接用自来水进 RO 会让膜在6-12个月内大面积结垢、产水通量衰减40% 以上。软化作为 RO 的预处理,让 RO膜寿命稳定在3 年以上,长期运行成本反而更低。
五、配置选型怎么选?按产水量分档建议
电镀车间清洗水用量差异很大——小作坊每天5-10 m³,中型电镀线每天50-200 m³,大型产业园每天500-2000 m³。选型核心是”产水量”和”原水硬度”,对应配置如下:
| 日清洗水量 | 推荐昌海配置 | 软化器规格 | RO主机规格 | 预估占地 | 回收率 |
|---|---|---|---|---|---|
| 5-10 m³/天 | 小型一体机 | 0.5 m³/h 全自动软化 | RO-0.25(0.25 m³/h) | ~6 m² | ≥75% |
| 20-50 m³/天 | 中型组合 | 2 m³/h 双罐一用一备 | RO-1(1 m³/h) ×1 | ~15 m² | ≥75% |
| 100-200 m³/天 | 大型组合 | 8 m³/h 双罐并联 | RO-3(3 m³/h) ×2(一用一备) | ~40 m² | ≥75% |
| 500+ m³/天 | 园区级 | 20 m³/h 多罐并联 | RO-3 ×4阵列 + DTRO浓水处理 | ~120 m² | ≥75%(总回用率90%+) |
选型两个核心提示:一是原水硬度 >250 mg/L 的地区,建议软化器双罐配置(一用一备),避免再生切换时出水硬度波动;二是产水量 >100 m³/天,RO主机强烈建议一用一备,膜清洗或故障时不停产,电镀线一旦断水损失远大于备用机投入。
六、3 个常见误区,老厂改造特别容易踩
误区1:用单级 RO替代软化+RO
很多老厂改造时图省事,直接把自来水进 RO。结果6-12 个月膜就大面积结垢,产水量衰减40% 以上。看似省了软化器的几万块,实际换来的是 RO膜提前报废(单支膜5000-8000 元,4支一组就是2-3 万)。
误区2:把反渗透浓水当废水直接排
RO浓水含盐量是原水的3-4 倍,还可能含微量重金属。如果直接排,等于把清洗水里的全部污染物浓缩后送进下水道——既违反环保要求,也浪费了水的回用价值。正确做法是浓水进 DTRO 或 MVR蒸发做进一步减量,最终废液 <5%。
误区3:清洗水槽和镀液槽共用一套供水
有些老厂把”清洗水+镀液配液+封闭循环冷却”三股水全用同一套纯水系统,结果清洗水的污染(偶尔漏进的镀液)直接污染整套系统,镀液槽水质也会被牵连。正确做法是清洗水、镀液配液、冷却水三套系统分开,清洗水允许略高电导率(但硬度必须 <5),镀液配液要求电导率 <10 μS/cm。
如果你的电镀/涂装车间正在经历次品率升高、镀液消耗快、清洗槽频繁换水,大概率是清洗水这三项参数没控住。按”软化+RO”组合工艺改造,通常2-3 个月能在次品率、镀液寿命、节水三个维度同时拿到收益。

