一、电镀厂废水回用率长期低于50%的3个根因
广东是中国电镀产业最集中的省份,数百家电镀企业集中在东莞、佛山、中山等地的工业园。我们走访了30多家电镀厂发现一个共性问题:绝大多数厂家的废水回用率长期停留在30%-40%,浓水直接外排,新鲜水消耗大,,。
1.预处理只有化学沉淀,缺少深度过滤,重金属残留严重
90%的电镀厂预处理只做化学沉淀(pH调节+加碱),只能去除大部分重金属,但产水仍有 Cu²⁺/Ni²⁺残留0.3-0.8 mg/L。这种水无法回用到清洗槽,只能排放。
2. 没有软化水,反渗透膜3个月就结垢报废
原水硬度高(总硬度200-400 mg/L)直接进反渗透,膜面结垢速度是软化后的5-8倍,膜寿命从3年缩短到6-12个月,年膜更换成本增加8-15万元。
3.浓水直接排放,环保压力大,年损失数十万
反渗透浓水(占总进水30%)如果直接外排,TDS超过8000 mg/L,不仅浪费,环保部门罚款风险高。一家中型电镀厂年浓水排放罚款可达5-15万元。

二、广东500家电镀产业园的真实改造(昌海环保案例)
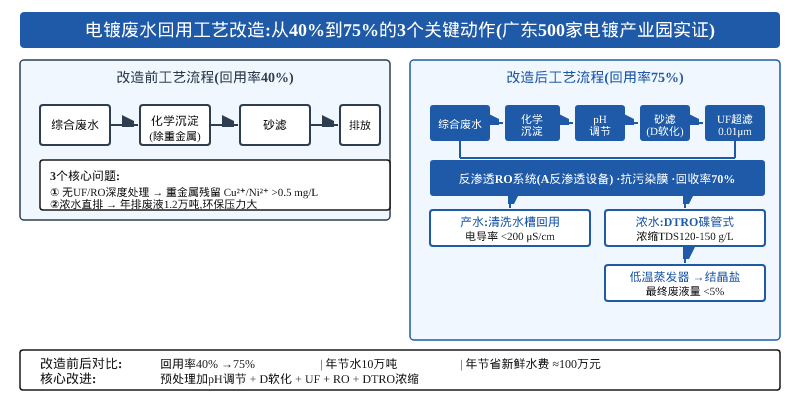
广东某大型电镀产业园,聚集了50+家电镀企业,日产综合废水2000 m³。改造前园区废水回用率40%,每年排放浓水12万吨,每年新鲜水费300多万元。2024年园区引入昌海环保的整套回用系统,我们复盘3个核心改造动作:
动作1:在化学沉淀后增加D软化水设备(预处理升级)
用全自动钠离子软化器把总硬度从350 mg/L降到<5 mg/L(以CaCO₃计)。软化水进入反渗透前,膜面结垢风险下降80%。这一项每年节约膜更换费用约12万元。
动作2:加装UF超滤 + A反渗透设备(双膜法深度处理)
UF超滤(0.01 μm PVDF)截留悬浮物和大分子有机物,反渗透使用抗污染膜,回收率70%。产水电导率稳定在<200 μS/cm,重金属<0.1 mg/L,直接回用到清洗槽。
动作3:反渗透浓水进入DTRO碟管式系统 →低温蒸发器
反渗透浓水(TDS≈8000 mg/L)进入DTRO进一步浓缩到TDS120-150 g/L,体积减量70%。最后送入低温蒸发器结晶成盐,。最终外排废液量<5%,环保达标。
三、电镀厂工艺用水水质要求对照表
电镀不同工序对水质要求差异很大。下表是常见电镀工艺的水质指标对照,选型前必须先确认自己的用水场景属于哪一类。
| 用水环节 | 核心水质要求 | 关键指标 | 推荐工艺 |
|---|---|---|---|
| 镀前清洗水 | 低硬度、低浊度 | 硬度<5 mg/L,浊度<2 NTU | 软化+砂滤 |
| 镀后漂洗水 | 低重金属、低TDS | Cu²⁺/Ni²⁺<0.1 mg/L,电导率<500 μS/cm | 软化+RO反渗透 |
| 镀液配制水 | 超纯水级别 | 电阻率>1 MΩ·cm,TOC<500 ppb | RO+EDI抛光 |
| 工艺冷却循环水 | 低硬度、防结垢 | 硬度<2 mg/L,pH7-8.5 | 软化+RO |
| 工件最终冲洗 | 无颗粒、无有机物 | SDI<3,余氯<0.1 mg/L | UF+RO |
四、改造前后关键指标对比(广东500家电镀产业园实证)
| 指标 | 改造前 | 改造后 | 提升幅度 |
|---|---|---|---|
| 废水回用率 | 40% | 75% | +35% |
| 年节约新鲜水 | — | 10万吨 | +100,000 m³/年 |
| 年节省水费 | — | ≈100万元 | 直接经济效益 |
| 反渗透膜寿命 | 8-12个月 | 30-36个月 | +200% |
| 镀件不良率 | 6-8% | <2% | -75% |
| 浓水外排体积 | 12万吨/年 | <5000吨/年 | -96% |
| 环保罚款风险 | 高 | 极低 | 达标排放 |
五、为什么电镀厂必须选A反渗透 + D软化水组合?
1.软化水是反渗透的”前置保险”
反渗透膜对进水硬度非常敏感,总硬度超过100 mg/L时,膜面3-6个月就会结垢报废。软化水先降低硬度,反渗透膜寿命可以延长2-3倍,年均节约膜更换成本8-15万元。
2. 反渗透保证清洗水水质稳定
电镀清洗水要求Cu²⁺/Ni²⁺<0.1 mg/L、电导率<500 μS/cm,只有反渗透能稳定达到。反渗透出水水质稳定,镀件合格率可以从92%提升到98%以上。
3. 全自动运行,适应水质波动
电镀废水水质波动大(镀种切换、清洗强度变化),全自动软化器+反渗透系统可以实时调节,出水水质波动不超过10%,无需人工频繁干预。
六、电镀厂水处理选型的3个避坑指南
坑1:只看设备价格,不看膜寿命和能耗
便宜的反渗透系统可能膜更换频率高1倍,3年下来总成本反而贵30%。选型时必须要求厂家提供膜寿命保证(通常≥3年)和单位产水能耗(应<2.5 kWh/m³)。
坑2:浓水处理不设计DTRO,环保不达标
很多厂家只卖反渗透,不解决浓水出路。浓水直排TDS超标,环保一查就停工。选型前必须问清:浓水是蒸发结晶、DTRO浓缩、还是MVR?有完整的浓水处理方案才能签合同。
坑3:自动化程度低,人工成本失控
手工调节pH、手动反洗的设备需要2-3个专人值守,人工成本每年15-25万元。全自动系统(PLC控制+在线监测)只需0.5个人巡检,3年节约人工成本40-60万元。
总结:电镀厂废水回用不是”要不要做”,而是”怎么做能省钱+达标”
广东电镀产业园的实证案例已经证明:软化水+反渗透+DTRO三件套组合,可以把废水回用率从40%提升到75%,年节水10万吨,年节省水费约100万元,镀件不良率下降75%。
给厂长的3条行动建议:
① 先做一次水质全分析(Cu²⁺/Ni²⁺/总硬度/TDS/pH/浊度),拿到数据再选工艺,避免厂家方案一刀切。
② 要求厂家提供同行业案例实地考察,优先选择有真实电镀废水回用经验的厂家,而不只是”做过水处理”。
③ 在合同中明确膜寿命保证、回收率保证、浓水处置方案,把这3项作为验收硬指标,而不是只看产水水质。

