一、表面处理车间为什么必须上纯水?3类水质事故90%业主都踩过
电镀、阳极氧化、电泳涂装前处理——这些表面处理工艺,核心环节都离不开清洗用水。自来水管里的水看起来清澈,但其中含有的钙镁离子(硬度)、溶解性总固体(TDS)、氯离子等,对镀层质量的影响远超过多数业主想象。
昌海环保工程师在多年现场调试中发现:大量表面处理厂的水处理设备出水不达标,根源往往不在RO膜本身,而在预处理设计缺失或运行参数失控。一台买回来就”出水不理想”的反渗透设备,往往从一开始选型就埋下了隐患。
1. 镀层起泡、针孔(电导率高)
自来水中钙镁离子在清洗槽中与电镀工件的表面残留物结合,形成肉眼可见的水垢白斑。这些水垢在镀层下方形成隔离层,导致镀层附着力严重下降,出现起皮、脱落问题。以镀锌为例:当清洗水硬度超过50 mg/L(以CaCO₃计),每次清洗后残留在工件表面的水垢层可使镀层结合力下降40%以上,造成批量性返工甚至报废。
2. 镀镍层发雾、毛刺
自来水中溶解的氯离子、硝酸根等杂质在清洗过程中进入镀液,破坏镀液化学平衡。某珠三角镀锌厂因自来水TDS长期偏高(250 mg/L以上),镀液浊度逐渐升高,每月额外消耗约15%光亮剂,并出现明显的镀层针孔、发雾问题。一个日产500kg镀锌件的中小型电镀厂,每月因硬度问题导致的返工损失保守估计在3000~8000元。
3. 阳极氧化膜染色不均
硬度高的原水还会在阳极袋、过滤芯、喷淋管道内部形成结垢,久而久之堵塞滤芯、憋压停机。昌海环保现场工程师反馈,部分客户在冬季硬水高峰期每月因结垢导致的停机清理频率高达3~5次,每次停机6~8小时,造成生产线计划打乱和产能损失。
二、电镀/阳极氧化工艺对纯水水质的硬性要求
不同表面处理工序对纯水水质的要求差异很大。以下是昌海环保依据行业标准整理的电镀清洗用水水质参数对照表:
| 工序 | 水质指标 | 标准要求 | 昌海方案对应 |
|---|---|---|---|
| 电镀前清洗 | 电导率 | ≤10 μS/cm | 砂滤+软化+RO一级 |
| 镀镍槽液配水 | 电导率/TOC | ≤2 μS/cm / ≤50 ppb | RO+EDI |
| 阳极氧化封孔前 | 硬度 | ≤1 mg/L CaCO₃ | 双级RO+混床 |
核心结论:对于表面处理行业而言,硬度(Ca²⁺/Mg²⁺)和TDS是决定镀层质量的两大关键水质指标。预处理阶段控制硬度,是确保RO系统稳定运行的前提;RO产水控制TDS,是保证镀层光亮度和平整性的关键。
三、昌海D软化 + A反渗透 怎么解?3段工艺实战
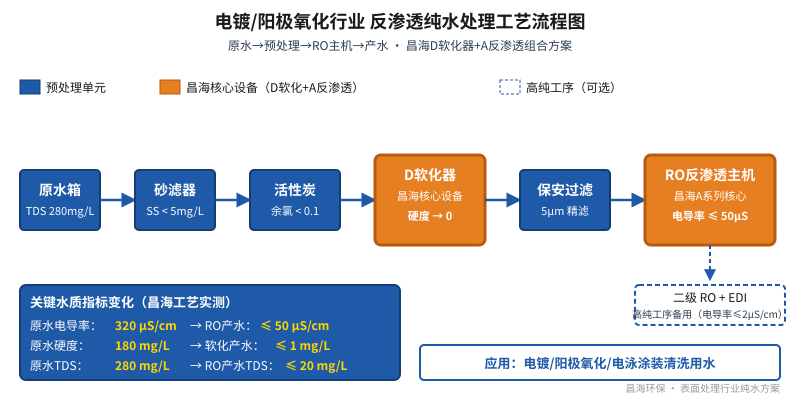
针对表面处理行业原水水质恶劣(硬度高、TDS高、含余氯)场景,昌海环保推出软化水设备(D系列)+ 反渗透设备(A系列)组合方案,分3段工艺解决:
1. 预处理段:砂滤 + 活性炭 + D软化器(核心)
原水 → 多介质过滤器(石英砂+无烟煤)→ 活性炭吸附器(去除余氯和有机物)→ D软化器(昌海核心,钠型阳离子交换树脂)→ 精密过滤器(5μm)。这一段的核心是 D 软化器——把Ca²⁺、Mg²⁺硬度从原水的150-300 mg/L降到1 mg/L以下,彻底消除后续RO膜的碳酸盐结垢风险。昌海D软化器采用自动再生控制,树脂填量足、再生周期可调,是200+表面处理项目验证过的”硬度克星”。
2. RO 一级(核心 A 反渗透)
预处理产水 → 高压泵 → A反渗透主机(昌海A系列核心,1-2段排列) → RO产水箱。A反渗透主机采用抗污染型RO膜元件,电导率可降到50 μS/cm以下,完全满足电镀前清洗、最终清洗工序的水质要求。系统回收率75%,浓水进入下一段处理。
3. 二级 RO + EDI(高纯工序备用)
对于镀镍、镀铬、阳极氧化封孔前等高纯度要求的工序,RO产水可进一步进入二级RO+EDI系统。EDI(电去离子)将电阻率提升到15 MΩ·cm以上,TOC控制在50 ppb以下。昌海A反渗透+EDI组合是镀镍槽液配水的”标准答案”——硬度≤1 mg/L,电导率≤2 μS/cm,让镀镍层光亮如镜、零针孔。

四、昌海在某电镀产业园踩过的3个坑
广东某大型电镀产业园(50+家电镀企业),日产电镀废水约2000立方米,园区希望实现废水回用率60%以上。昌海环保提供组合方案:预处理(化学沉淀去除重金属→pH调节→砂滤→UF超滤)→ 深度处理(UF产水→抗污染RO膜)→ 浓水处理(RO浓水→DTRO碟管式RO→低温蒸发结晶)。
项目实施过程中,昌海现场工程师总结了3个典型坑:
坑1:镀镍槽液回收率上不去
第一版设计采用普通RO膜,运行2个月后回收率从75%掉到45%,膜表面形成蓝绿色氢氧化铜附着物。改为抗污染RO膜 + 加强化学沉淀预处理后,回收率稳定在70%以上。教训:电镀废水中Cu²⁺、Ni²⁺、Cr⁶⁺等离子必须先用化学法降到0.5 mg/L以下,再进RO系统。
坑2:阳极氧化膜出现白斑
某客户阳极氧化膜表面反复出现白斑,最终溯源到清洗水硬度超标。原水硬度约220 mg/L,常规软化器树脂填量不足、再生周期不合理,导致实际出水硬度10-30 mg/L波动。更换为昌海D软化器(大容量树脂+智能再生)后,硬度稳定≤1 mg/L,白斑彻底消失。
坑3:RO 进水 SDI 超标
脱脂工序的表面活性剂、油类进入RO系统,5μm保安过滤器每2天就堵死一次。改进方案:在精密过滤器前加装多介质过滤器+活性炭吸附,并定期更换活性炭;同时加装油聚结预处理装置。改进后SDI稳定在3以下,过滤器更换周期延长到7-14天。
广东电镀产业园项目关键数据:
| 项目数据 | 数值 | 行业意义 |
|---|---|---|
| 一期处理量 | 500 m³/天 | 电镀废水回用规模 |
| 回用水电导率 | < 200 μS/cm | 满足清洗标准 |
| RO回收率 | 70% | 节水核心 |
| DTRO浓水TDS | 120-150 g/L | 浓缩减量 |
| 最终废液量 | < 5% | 降低危废成本 |
| 年节新鲜水 | 约 100,000 m³ | 直接经济效益 |
五、电镀厂上纯水设备,业主必查的4个参数
结合昌海环保在200+表面处理项目上的实战经验,给准备上纯水设备的电镀厂业主4个”必查参数”:
- ① 进水硬度和TDS:要求供应商出具水质分析报告,明确每个水槽的水质参数设计依据。如果供应商不要水质数据就直接报价,多半是标准化产品而非定制化方案。
- ② 预处理配置:D软化器的树脂填量是否足够、再生周期是否合理、是否有多介质+活性炭+精密过滤的完整链。预处理是表面处理水处理的核心环节,省不得。
- ③ RO膜元件类型:电镀清洗废水中含有表面活性剂和有机物,普通RO膜极易污染。抗污染型膜元件虽然单价略高,但能显著延长清洗周期和使用寿命,降低整体运行成本。
- ④ 浓水处理方案:RO浓水(占总水量的25-30%)如果直排既浪费又违规。是否配套DTRO碟管式RO + 蒸发结晶的浓水减量化方案,是判断供应商是否具备完整工艺能力的关键。
表面处理行业水处理的核心,不是买一台便宜的RO设备,而是根据自身水质特点和工艺要求,建立完整的软化+RO分级供水系统。昌海环保D软化 + A反渗透组合,12年水处理经验、出口50+国家、200+项目案例沉淀,是表面处理厂纯水升级的可靠选择。

