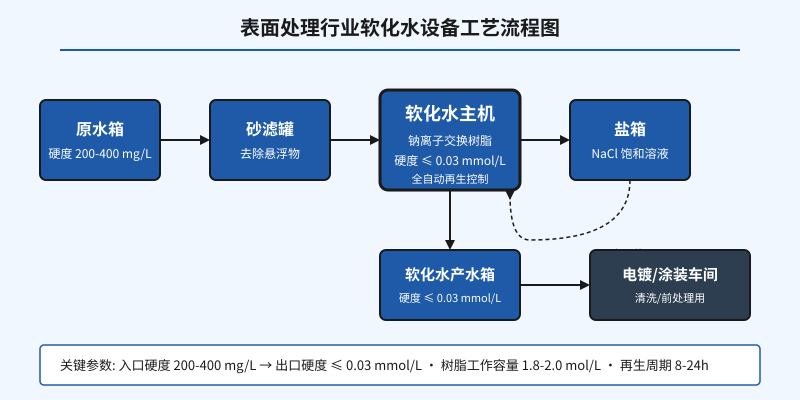
电镀厂、涂装车间、五金件前处理线最怕的,不是停产,而是镀件表面出现白雾、水痕或彩虹印。问题往往不在镀液配比,而在进入清洗槽的那一道水——硬度没真正降下来。稳定运行的软化水设备,应把入口 200-400 mg/L 总硬度降到 0.03 mmol/L 以下;但很多车间出水在 0.1-0.3 mmol/L 之间,看似合格,实则埋下镀层发花、附着力下降的隐患。
一、表面处理车间为什么必须用软化水?3 个看不见的隐性损失
很多老板对软化水的认知还停留在”硬度低一些就行”,但表面处理行业对水质要求远高于普通循环水。3 类最常被忽视的损失:
1. 镀层发花、起雾——硬度离子破坏前处理膜
电镀前酸洗、活化、除油,工件表面会形成极薄的转化膜,这是镀层附着力的基础。硬度偏高时,Ca²⁺/Mg²⁺ 与转化膜活性位点结合,形成不均匀盐类沉积,镀层”发花””起雾”。广东中山一家汽车配件电镀客户,镀铬件不良率长期 8%-12%——根源就是树脂该再生了。
2. 涂装附着力下降——涂料与硬水中的离子发生反应
粉末涂装、电泳涂装前处理水洗段,要求硬度低于 0.03 mmol/L。偏高时,涂料中的树脂分散剂会和 Ca²⁺ 发生絮凝,漆膜出现颗粒、缩孔。某家电厂电泳线返工率 5%,根源就在漏钠率。
3. 设备结垢、能耗上升——软化水自身也会”软化失效”
树脂吸附 Ca²⁺/Mg²⁺ 到饱和,出水硬度会突然反弹,这叫”穿透”。一旦穿透,后续 RO、EDI 都会因进水结垢频繁清洗,反渗透膜寿命缩短 30%-50%。
二、软化水设备的核心:别只看流量,看这 3 个参数才是真章
市面上的软化水设备从几千到几十万都有,差别在哪?流量是入门参数,真正决定运行成本和出水水质的是”工作容量、漏钠率、再生周期”。
1. 树脂工作容量(不是标称值,是实测值)
国产凝胶型强酸阳树脂标称工作容量 1.8-2.2 mol/L,但实际因原水含杂质(铁、游离氯、有机物),有效容量会掉到 1.2-1.5 mol/L。深井或回用水铁、游离氯都偏高,树脂中毒风险大。
2. 漏钠率(出水 Na⁺ 是否超标)
软化水工艺本质是 Ca²⁺/Mg²⁺ 换 Na⁺,电导率不会降反升。盐箱浓度偏高、再生流速偏低,会出现”钠泄漏”——出水 Na⁺ 升高。对 Na⁺ 敏感的工艺直接影响电泳漆稳定性。漏钠率应低于 0.5%,盐耗 100-120 g/L 树脂。
3. 再生周期(不是”坏了才再生”,是按周期算)
软化水设备按时间或流量触发再生。建议用流量触发——按固定时间再生会浪费盐和水。流量计精度 ±2%,单次盐耗 6-10 kg,水耗 80-150 L。
三、4 套工艺对比:电镀/涂装/前处理/通用车间分别怎么配
| 车间类型 | 产水硬度要求 | 推荐工艺路线 | 典型配置 |
|---|---|---|---|
| 电镀车间(镀铬/镀镍/镀锌) | ≤ 0.03 mmol/L | 砂滤→软化→精密过滤→清洗槽 | RS-2 自动软化主机 + 200 L 盐箱 + 5 μm 保安过滤器 |
| 电泳涂装车间 | ≤ 0.02 mmol/L | 砂滤→软化→RO→清洗槽 | RS-2 + RO-1 串联,单独配低漏钠阀头 |
| 粉末涂装前处理 | ≤ 0.05 mmol/L | 砂滤→软化→清洗槽 | RS-1 标准型(流量触发再生) |
| 通用五金件前处理 | ≤ 0.1 mmol/L | 砂滤→软化→清洗槽 | RS-1 经济型(时间触发再生) |
需要说明,电泳涂装车间的软化水只是预处理。直接用做电泳清洗,槽液电导率会缓慢爬升。正确做法是软化水 + 反渗透二级处理,产水电导率 5-10 μS/cm,槽液稳定性才能保证 6 个月以上。
四、真实案例:广东电镀产业园的软化水改造
昌海环保 2024 年交付的广东某电镀产业园一期,处理规模 500 m³/天,服务 50+ 家企业。各企业工艺不同,硬度要求差异大(0.03-0.5 mmol/L)。最终采用集中软化+分质供水,产水硬度统一控制在 0.03 mmol/L 以下,各企业根据工艺加混床精处理。
运行一年实测:单台 2 m³/h,18-20 小时/天,再生周期 14 小时,盐耗 110 g/L 树脂,漏钠率 0.3%。园区整体镀件不良率从 6.5% 降到 2.1%,年节约返工成本约 80 万元,投资回收期 1.5 年。
案例验证:选型余量要给 1.2-1.5 倍。车间负荷有峰谷,镀液更换、设备清洗、原水波动都会瞬时拉高硬度,留余量才扛得住。
五、避坑总结:选软化水设备前一定要问的 3 个问题
1. 树脂是哪个品牌?有没有第三方检测报告?
电镀车间建议用漂莱特、朗盛、杜邦 AmberLite 等品牌钠型强酸阳树脂。国产也可以,但必须要求供应商提供同批次检测报告(粒径、含水量、工作容量)。
2. 阀头是机械式还是电子式?有没有旁路?
建议电子式时间+流量双控阀头+旁路阀。机械式便宜 30%,但再生时间固定,常”刚再生完 4 小时,设备就提示要再生”。电子阀头能根据实际流量动态调整。
3. 设备有没有在线硬度监测?
软化水设备看似全自动,但出水硬度监测必须独立于设备本身——在产水总管上加一支在线硬度仪,数据接入中控。一旦穿透,立即报警,避免不合格水进车间。
软化水是表面处理车间最基础、也最容易被忽视的环节。守住”硬度稳定”四个字,镀层质量、漆膜附着、设备寿命都会改善。车间正为镀件发花、涂层缩孔、RO 膜频繁清洗头疼?先查出水硬度——90% 问题根源就在这。

