广东某瓶装水厂2024年改造了二级RO+EDI超纯水系统,产水电阻率稳定在15 MΩ·cm以上,却依然出现灌装线清洗后菌落总数反复超标的问题。整改3个月、停产2次,损失订单380万元。事后排查才发现:超纯水终端精滤环节的2个精度参数选错,RO和EDI做得再好也是白搭。
食品饮料行业的超纯水系统和工业超纯水有本质区别——它直接进入CIP清洗、灌装冲洗、勾兑用水工艺,GB 17325、GB 19298、GB 5749三条国标共同构成食品厂超纯水的硬性底线。很多企业把工业超纯水的经验直接搬到食品厂,忽略”终端精滤”这一关键环节,结果RO和EDI水质合格、终端用水依然不达标。
一、为什么RO合格、终端不合格?
二级RO+EDI组合系统产水的电阻率、TDS、微生物在产水箱出口检测都合格,但到了灌装线终端用水点,微生物和颗粒物就出现反弹。问题往往出在RO/EDI之后的”最后一道关卡”——终端精滤和分配管路。
1. 终端精滤精度选错:工业超纯水常用0.45 μm终端过滤器,食品厂灌装线终端用水要求0.2 μm绝对精度除菌级过滤器,并配合完整性测试。0.45 μm的细菌截留率只有90%左右,0.2 μm才能做到>99.99%。
2. 分配管路流速过低:食品厂超纯水分配管路流速应保持在1.5-2.0 m/s以上,流速过低会形成生物膜滋生死角。流速低于0.5 m/s时,管壁生物膜30天内可生长到10⁵ CFU/cm²量级。
这两个精度参数选错,前面投入的几百万RO+EDI设备就白白浪费了。
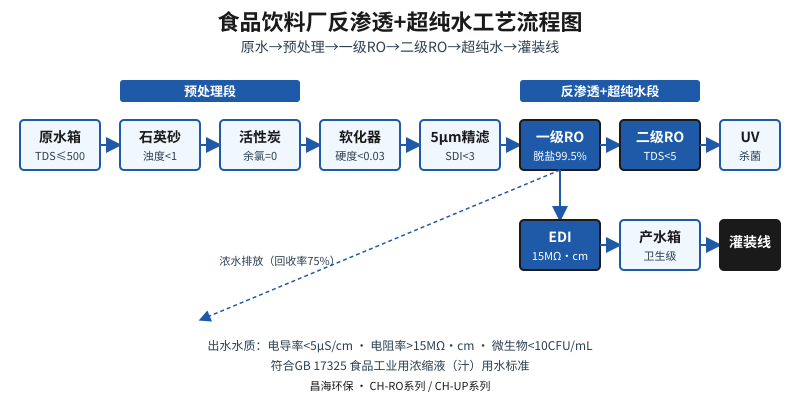
二、食品厂超纯水系统的完整工艺路线
针对食品饮料行业的用水特点,昌海CH-UP系列在二级RO+EDI基础上,重点强化了终端精滤和分配管路:
1. 预处理段:原水箱→石英砂→活性炭→软化器→5 μm精滤,进RO前SDI≤2.5,余氯=0,硬度<0.03 mmol/L。
2. 二级RO+EDI段:一级RO脱盐率≥99.5%、回收率75%;二级RO产水TDS<5 mg/L、电导率<10 μS/cm;EDI产水电阻率>15 MΩ·cm。
3. 终端精滤段(食品厂关键):UV杀菌(254 nm,剂量≥40 mJ/cm²)→0.2 μm绝对精度除菌级过滤器(带完整性测试接口)→ 卫生级产水箱(316L内抛光Ra<0.8 μm)→ 卫生级分配管路(流速1.5-2.0 m/s,坡度≥1%)。
三级把关的真正意义在于:RO和EDI是”产水合格”,终端精滤+分配管路是”用水合格”。
三、食品饮料行业不同用水场景的水质要求
| 用水场景 | TDS要求 | 电导率/电阻率 | 微生物 | 推荐工艺 |
|---|---|---|---|---|
| 原料清洗水 | <300 mg/L | <500 μS/cm | <100 CFU/mL | 砂滤+RO |
| CIP清洗水 | <10 mg/L | <10 μS/cm | <10 CFU/mL | 二级RO+EDI |
| 灌装线终端冲洗 | <5 mg/L | >15 MΩ·cm | <1 CFU/100 mL | 二级RO+EDI+0.2μm |
| 饮料勾兑水 | <5 mg/L | >15 MΩ·cm | <10 CFU/mL | 二级RO+EDI+UV |
| 啤酒工艺水 | <50 mg/L | <30 μS/cm | <10 CFU/mL | 二级RO |
| 乳制品工艺水 | <10 mg/L | <10 μS/cm | <1 CFU/100 mL | 二级RO+EDI+0.2μm |
从表中可以看出:终端用水对电阻率和微生物的要求反而比原料水更严格。CIP清洗和灌装冲洗环节如果用普通RO产水,菌落总数、清洗白斑、产品二次污染会一起出现。
四、4个关键运行参数(老工程师实测经验)
1. 终端过滤器精度:灌装线终端冲洗必须用0.2 μm绝对精度除菌级过滤器,细菌截留率>99.99%,完整性可测试(Bubble Point ≥ 50 psi),每3-6个月更换一次。
2. 分配管路流速:超纯水循环管路流速1.5-2.0 m/s,不能像工业纯水那样0.5-1.0 m/s,建议在管路低点设置流速监测仪。
3. UV杀菌剂量:254 nm UV剂量≥40 mJ/cm²才能保证>99.9%的大肠杆菌杀灭率,灯管使用9000小时强制更换。
4. EDI段进水硬度:硬度应<0.5 mg/L(以CaCO₃计),偏高会导致EDI模块结垢,电阻率3-6个月就会从15 MΩ·cm衰减到10 MΩ·cm以下。
五、典型场景案例(昌海落地)
1. 瓶装水厂:华南某年产30万吨瓶装水厂,昌海配置二级RO+EDI+0.2 μm终端过滤,灌装线终端冲洗水电阻率稳定17.5 MΩ·cm,菌落总数<1 CFU/100 mL。
2. 啤酒厂:华东某年产20万千升啤酒厂,昌海CH-UP-15系统(产水15 m³/h)回收率82%,CIP清洗水电阻率>15 MΩ·cm,客户复购时一次性追加2套。
3. 乳制品厂:华北某日产500吨液态奶工厂,增配双级0.2 μm除菌过滤器+UV,CIP清洗后设备内壁菌落<1 CFU/100 mL,产品保质期延长40%。
4. 茶饮料厂:福建某茶饮料代工厂,昌海CH-UP-8系统配二级RO+EDI+脱气膜,勾兑用水硅<3 μg/L、CO₂<1 mg/L。

六、选型避坑指南
1. 警惕”工业级”方案套用到食品厂:很多厂家把工业电子超纯水方案直接卖给食品厂,终端只有0.45 μm过滤器+普通管路,菌落反弹几乎必然。必须0.2 μm除菌级+卫生级管路+在线完整性测试,三者缺一不可。
2. 别省分配管路的投资:食品级超纯水分配管路(316L内抛光Ra<0.8 μm、氩弧焊+电解抛光、坡度≥1%、无死角设计)的成本约占系统总价的25-30%,它决定了”用水合格”。省了钱,RO+EDI投入就全部打水漂。
3. 验收必须看”用水点”指标:真实的验收报告应该包含产水箱和3-5个灌装线终端用水点的对比数据,两者一致才算真正合格。
- 终端精滤必须0.2 μm除菌级:这是食品厂超纯水和工业超纯水的根本区别。
- 分配管路必须卫生级+高流速:流速1.5-2.0 m/s,坡度≥1%,内抛光Ra<0.8 μm。
- 验收必须在用水点取样:产水箱合格不等于终端合格。
昌海CH-UP系列超纯水系统专门为食品饮料行业设计:全流程卫生级材质、二级RO+EDI标配、0.2 μm终端过滤+UV、循环管路流速监测,出水对标GB 17325/19298/5749。系统交付12个月内因工艺设计导致的指标不达标,免费整改。配套1年整机质保+膜组件6个月质保,质保期外有偿维修+备件供应,响应时间<24小时。
食品厂超纯水系统的”隐性成本”远高于设备本身的采购价。选型时把终端精滤做对、把分配管路做对、把验收标准做对,3年下来省下的停产+退货+认证损失,够再买一套新设备了。

