很多食品厂厂长都有一个错觉:反渗透主机买回来、装上电、出水合格,工艺就算”过关了”。但真实运行数据显示,70%的反渗透系统产能衰减、清洗频繁、膜寿命缩短的根因,都出在主机前面那 3 个被忽略的工艺段——前置砂滤、活性炭吸附、软化除硬。
本文以一个真实食品厂案例(年产5万吨饮料,源水为市政自来水+部分井水混合)为蓝本,逐段拆解每个工艺环节的硬指标、出问题时的真实代价,以及昌海环保 CH-RO 系列的对应配置。
一、食品饮料行业用水的 3 个硬性底线
食品饮料对纯水的要求远高于普通工业——它直接进入产品配方。GB 17325《食品安全国家标准 食品工业用浓缩液(汁)》、GB 19298《食品安全国家标准 包装饮用水》、GB 5749《生活饮用水卫生标准》共同构成了必须同时满足的 3 条硬性底线:
1. 微生物零容忍:饮料灌装线对水中的菌落总数、大肠杆菌有严格限制,反渗透产水端要求菌落总数 < 10 CFU/mL,大肠杆菌不得检出。
2. TDS ≤ 50 mg/L:口感与”水的味道”挂钩。TDS 超过 80 mg/L 时,纯净水会带轻微”水碱味”,直接被消费者投诉。
3. 有机物 TOC ≤ 0.5 mg/L:饮料勾兑用水如果残留腐殖酸、农药、消毒副产物,会与香精、糖浆发生反应,导致产品出现絮凝、变色、异味。
这 3 条底线,决定了反渗透主机前面的预处理必须做对。错一个,产水水质就在合格线边缘反复横跳。
二、痛点拆解:3 个被忽略的工艺段,真实代价是多少?
痛点 1:前置砂滤不按时反洗,RO 进水 SDI 飙到 6 以上
很多食品厂的砂滤罐从安装那天起,反洗周期就从来没有按水质变化调整过。源水浊度在 5 NTU 以下时,可能 3 天反洗一次够用;一旦雨季水源浊度上升到 20 NTU,3 天不反洗,出水 SDI 立刻从 2 涨到 6 以上——而 RO 膜的进水 SDI 红线就是 < 5。
实际代价:SDI 超标 2 周,RO 膜压差上升 0.15 MPa,产水量下降 8%,电费按 7 kW 装机算年多支出约 1.2 万元;膜寿命从 3 年缩短到 2 年,更换成本约 6-8 万元/套。单这一项,年损失 8-10 万元。
痛点 2:活性炭罐吸附饱和后不更换,余氯击穿 RO 膜
活性炭罐的吸附能力是有限的。源水余氯 0.5 mg/L、流量 5 m³/h 的工况下,活性炭的有效吸附周期约 6-9 个月。很多食品厂 2-3 年都不换一次,活性炭早已饱和,余氯直接”穿过去”。
余氯对 RO 聚酰胺膜是致命的:0.1 mg/L 的余氯持续接触膜元件 1000 小时,脱盐率会从 99.5% 衰减到 98% 以下,产水电导率从 15 μS/cm 涨到 50 μS/cm,直接不合格。换一整套 RO 膜的成本,大约 8-15 万元。
痛点 3:软化器树脂失效,二价离子结垢让膜元件”硬死”
北方很多食品厂源水硬度高达 300-500 mg/L(以 CaCO₃ 计),南方地下水源也常在 200 mg/L 以上。软化器树脂失效后,Ca²⁺/Mg²⁺ 直接进入 RO 主机,在膜末端浓水侧形成 CaCO₃、CaSO₄ 垢。
结垢的典型表现:标准运行压力下产水量下降 15-20%,段间压差上涨 0.2 MPa 以上,化学清洗 3 次内无法恢复。膜元件拆下来,可以看到末端浓水侧有明显的白色硬垢。这种损伤是不可逆的,只能整套换膜。
三、昌海方案:CH-RO 系列反渗透设备,3 个关键工艺段的硬指标
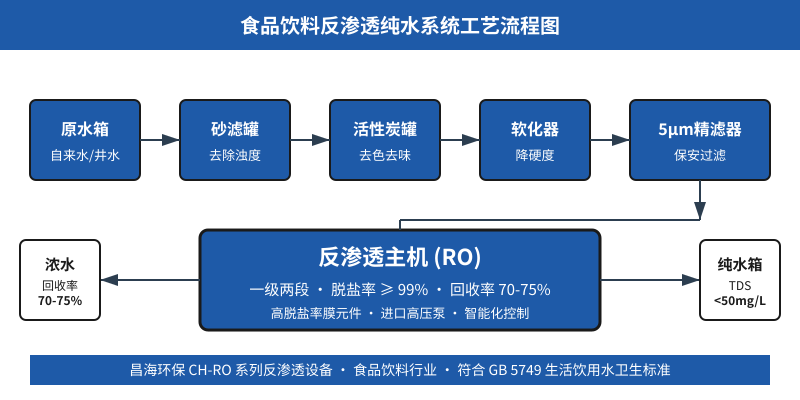
昌海环保 CH-RO 系列针对食品饮料行业的工艺痛点,在主机前配置5 级预处理,每段都有明确的硬指标:
1. 砂滤罐(全自动反洗):配置压差反洗+定时反洗双模式,反洗周期可按源水浊度设定;选用均粒石英砂,出水浊度稳定 < 1 NTU。
2. 活性炭罐(定期更换+余氯监测):选用果壳活性炭,碘值 ≥ 1000 mg/g;配置在线余氯仪,余氯 > 0.05 mg/L 时自动报警,提示更换。
3. 软化器(树脂定期再生):采用食品级阳离子交换树脂,出水硬度稳定 < 0.03 mmol/L;盐耗自动监测,树脂失效前 24 小时报警。
4. 5μm 保安过滤器:PP 棉滤芯精度 5 μm,SDI 稳定 < 3,确保 RO 主机进水合格。
5. RO 主机(一级两段):进口 DOW/海德能抗污染膜元件,脱盐率 ≥ 99.5%,回收率 70-75%,产水电导率 ≤ 30 μS/cm,TDS < 20 mg/L。
| 工艺段 | 控制指标 | 国标红线 | 昌海实际值 |
|---|---|---|---|
| 原水箱 | TDS | ≤ 1000 mg/L | 200-500 mg/L |
| 砂滤罐出水 | 浊度 | < 1 NTU | ≤ 0.5 NTU |
| 活性炭罐出水 | 余氯 | 0 mg/L | 0 mg/L |
| 软化器出水 | 硬度 | < 0.03 mmol/L | < 0.03 mmol/L |
| 5μm 精滤出水 | SDI | < 5 | ≤ 2.5 |
| RO 产水 | TDS | < 50 mg/L | ≤ 20 mg/L |
| RO 产水 | 电导率 | < 100 μS/cm | ≤ 30 μS/cm |
| RO 产水 | 脱盐率 | ≥ 99% | ≥ 99.5% |
四、真实案例:广东某饮料厂年省 18 万的真实数据
广东某年产 5 万吨的茶饮料厂,2024 年改造前每月化学清洗 RO 膜 1 次,膜寿命不到 2 年就要换。改造后采用昌海 CH-RO-3(3 m³/h)系统,工艺路线为:原水箱 → 全自动砂滤 → 活性炭 → 软化器 → 5μm 精滤 → RO 主机 → 纯水箱。
运行 14 个月的实际数据:
1. 产水水质:TDS 从改造前的 80 mg/L 降到 18 mg/L,电导率从 120 μS/cm 降到 28 μS/cm,完全满足饮料勾兑用水的口感要求。
2. 运行成本:化学清洗频次从月均 1 次降到半年 1 次,年节省清洗药剂 + 停产损失约 6 万元;膜寿命预计延长到 4 年,折算年节省膜更换成本约 4 万元。
3. 节水效益:回收率从原来的 60% 提升到 72%,年节水约 8,000 m³,折合水费约 2.4 万元。
4. 综合节省:改造投入约 28 万元,年综合节省约 18 万元,投资回收期约 1.6 年。
五、给食品厂厂长的 3 条选型建议
1. 不要在预处理上省钱:砂滤+碳滤+软化三段的成本加起来,大约是 RO 主机成本的 15-20%,但它决定的是整套系统能不能稳定运行 3 年还是 6 个月就趴窝。
2. 必装在线监测仪表:余氯仪、硬度监测、电导率、SDI 仪,缺一不可。没有这些仪表,故障发现永远滞后,等出水水质异常再处理,膜已经损坏了。
3. 选有食品行业案例的厂家:反渗透主机原理通用,但食品饮料行业对卫生级材料(304/316L 不锈钢管路、卡箍快接、卫生级膜壳)、杀菌设计(CIP 在线清洗)、自动化程度要求更高。选型时一定要看厂家有没有食品饮料的落地案例。
昌海环保 12 年出口经验,在东南亚、中东有 200+ 落地项目,食品饮料行业覆盖茶饮料、瓶装水、果汁、啤酒、乳制品等多个细分场景,可提供从工艺设计、设备制造到安装调试的一站式服务。
六、总结:食品厂反渗透用水的 3 条铁律
- 预处理必须按 5 级配齐:砂滤+碳滤+软化+5μm+RO,缺一不可。
- 每段都有硬指标,缺一个就出问题:浊度、余氯、硬度、SDI、TDS,任何一个失控都会让 RO 膜报废。
- 在线监测 + 定期维护:装仪表、定期反洗、定期再生、定期更换耗材,才能让整套系统稳定运行 3-5 年。
食品厂反渗透用水的”隐性成本”远高于设备本身的采购价。选型时把预处理做对、把仪表配齐、把维护做实,3 年下来省下的钱,够再买一套新设备了。

