一、食品饮料厂的用水困境:为什么水质总是不稳定?
食品饮料生产离不开稳定可靠的纯水供应。无论是饮料调配、CIP清洗还是锅炉补给,水质一旦波动,轻则影响产品口感,重则导致整批产品报废。一个日产值50万元的中型饮料厂,每次停机清洗加上重新启动,成本往往超过8万元——而这些问题,80%源于水质管理不善。
1. 微生物超标:停产清洗的直接元凶
不少食品厂发现,RO系统运行3-6个月后,产水菌落总数突然飙升。排查发现很多情况并非膜污染,而是预处理阶段的生物膜积累。管道死角、活性炭罐内部的微生物繁殖,是看不见的定时炸弹。
2. 硬度波动:清洗设备结垢的隐形推手
南方地区原水硬度季节性变化大,雨季时水源变软,旱季硬度骤升。很多工厂的软化设备树脂再生周期是固定的,无法适应水质波动,导致清洗用水硬度超标,换热器结垢,间接增加能耗15%-20%。
3. 电导率漂移:产品品质的一致性杀手
饮料配方对水的电导率要求极高。某碳酸饮料厂曾因RO产水电导率从15μS/cm漂移到45μS/cm,导致同一批次的饮料口感不一致,被客户投诉索赔,全年损失超过60万元。问题根源在于没有实时监测和自动调控机制。
二、昌海环保如何解决:3步构建稳定供水体系
昌海环保针对食品饮料行业的水质特点,推出”稳定供水三步法”——从预处理到终端监控,全流程覆盖。目前已服务100+食品饮料企业,最长稳定运行超过5年。
第一步:科学预处理——把污染挡在RO膜之外
昌海方案采用”多介质过滤+活性炭+精滤”三级预处理。多介质过滤器去除悬浮物和胶体,活性炭罐吸附有机物和余氯(保护RO膜不被氧化),5μm精滤器做最后一道屏障。这套组合可将原水SDI值稳定控制在3以下,有效延长RO膜寿命至3年以上。
第二步:核心处理——RO+UV协同杀菌
昌海食品饮料专用RO系统,采用高脱盐率膜元件(脱盐率≥98%),结合254nm UV紫外线杀菌装置。UV灯安装在RO产水管路上,对产水进行最后一道杀菌处理,菌落总数可控制在<100CFU/mL以内,完全满足GB 5749饮用水标准。
第三步:智能监控——数据实时可查
昌海系统标配PLC触摸屏控制柜,集成电导率、流量、压力传感器。运行数据实时显示,支持历史数据导出。当水质指标偏离设定值时,系统自动报警并触发冲洗程序,无需人工干预。
三、行业水质标准对照:你的工厂用对水了吗?
不同食品饮料工艺对水质的要求差异很大。以下是昌海根据100+项目经验整理的行业水质需求对照表,供企业自查对标:
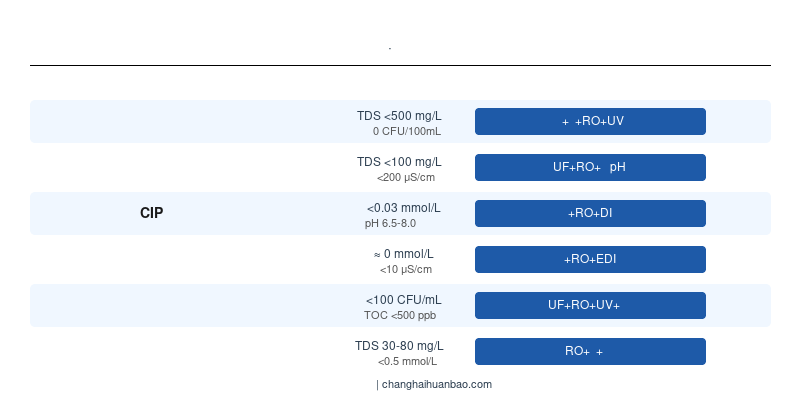
| 应用场景 | 水质要求 | 昌海推荐方案 |
|---|---|---|
| 饮用水生产 | TDS <500 mg/L,大肠杆菌 0 CFU/100mL | 砂滤+碳滤+RO+UV |
| 饮料勾调用水 | TDS <100 mg/L,电导率 <200 μS/cm | UF+RO+矿化调pH |
| CIP清洗用水 | 硬度 <0.03 mmol/L,pH 6.5-8.0 | 软化+RO+DI抛光 |
| 锅炉补给水 | 硬度 ≈ 0 mmol/L,电导率 <10 μS/cm | 软化+RO+EDI组合 |
| 乳制品工艺水 | 细菌 <100 CFU/mL,TOC <500 ppb | UF+RO+UV+终端过滤 |
| 啤酒调配用水 | TDS 30-80 mg/L,残余碱度 <0.5 mmol/L | RO+脱气+矿化调盐 |
四、真实案例:某华南中型饮料厂如何实现2年零故障运行
2024年,昌海为广东某中型饮料厂(年产纯净水8万吨)设计了一套A+C组合方案。该厂原有一套国产设备,因频繁故障每年停机维修超过12次,年损失产值超过200万元。
昌海介入后,更换为核心设备:预处理段采用多介质过滤+全自动软水器(根据在线硬度仪数据自动调整再生周期)+活性炭罐+5μm保安过滤器的组合,有效应对原水季节性硬度波动。主处理段采用昌海A系列反渗透设备(2×150L/h,一用一备),搭配C系列超纯水终端处理模块。系统设计回收率75%,浓水用于厂区绿化,年节约用水约1.2万吨。
运行效果:系统自调试完成后连续运行超过26个月,期间仅进行过一次例行膜清洗(根据运行数据主动安排,非故障驱动)。产水水质稳定在电导率15-20μS/cm,完全满足工厂工艺需求。
五、为什么食品饮料企业越来越多选择昌海?
昌海环保深耕水处理行业12年,服务过泰国普吉岛度假村、新加坡滨海湾酒店、印尼巴厘岛生态度假村等国际客户,也积累了100+国内食品饮料项目经验。设备按照出口标准制造,通过ISO9001和CE认证,品质对标国际一线品牌,价格更具竞争力。
昌海提供48小时出方案服务,提供水质分析报告和工艺建议,技术工程师一对一跟进。设备整机质保1年,非人为损坏免费维修,膜组件质保6个月,终身备件供应,24小时内响应。

