一、食品饮料厂的用水困境:每拖一天就是白花花的银子
食品饮料生产离不开水,而且是大量的干净水。一家中型饮料厂,日均用水量少则50吨,多则500吨以上。用水不达标,下游的产品品质直接受影响——口感、颜色、货架期都可能出问题。更严重的是,一旦监管部门抽检发现问题,下架、整改、罚款,损失的不是几万而是几十万。
行业里有个典型的恶性循环:很多食品厂上了反渗透设备,产水却始终达不到稳定标准。今天电导率偏高,明天TDS跳涨,后天菌落总数又超标。设备商派工程师来了调一调,好了两天又复发。根子在哪?3个关键参数没有控制好。
二、第一个关键参数:进水余氯——98%的食品厂都忽略了这个
很多食品厂直接用城市管网的自来水作为反渗透进水。城市自来水中普遍含余氯0.05-0.3mg/L,用来抑制管网中的细菌繁殖。这对自来水是好事,对RO反渗透膜却是致命的毒素。
余氯会氧化RO膜的聚酰胺材质,导致膜片脱盐层剥离,产水电导率急剧上升。昌海环保工程师在东南亚多个食品厂调试时发现,很多客户反映”膜才用了半年产水量就掉了30%”,一查发现——进水端根本没有去除余氯。氯对膜的危害是不可逆的,一旦氧化发生,只有换膜一条路。
解决方案:在预处理阶段设置活性炭过滤器(ACF),利用活性炭的强吸附性去除余氯,要求产水余氯<0.1mg/L后方可进入RO膜系统。
| 进水类型 | 余氯浓度 | 对RO膜的影响 | 昌海预处理方案 |
|---|---|---|---|
| 城市自来水 | 0.05-0.3 mg/L | 氧化脱盐层,脱盐率下降 | 活性炭过滤器 |
| 地下水 | 通常无余氯 | 无氧化风险,但含铁锰 | 曝气+砂滤 |
| 地表水 | 0.01-0.1 mg/L | 有机物+余氯双重风险 | 砂滤+活性炭+UF |
三、第二个关键参数:超滤预处理——决定RO膜寿命的关键一步
很多食品厂在采购反渗透设备时,为了省成本,采购的预处理只做到砂滤+碳滤+5μm保安过滤。这种预处理对付自来水绰绰有余,但在食品饮料行业的真实工况下——原水水源复杂、水质波动大、微生物污染风险高——这种预处理远远不够。
RO膜最怕的不是高TDS,而是膜面污染( fouling )。水中的胶体、大分子有机物、细菌尸体会在膜面形成一层生物膜(biofilm),导致膜通道堵塞、通量下降、段间压差升高。生物膜一旦形成,清洗难度极大,而且清洗剂会导致膜寿命折损。
关键数据:RO进水SDI(淤泥污染指数)必须控制在<3以下。单纯靠5μm过滤器,SDI通常只能降到5-8;而超滤(UF,0.01μm PVDF膜)可以将SDI稳定控制在1-2。
昌海环保在巴厘岛生态度假村项目中,采用UF超滤作为RO预处理,系统连续运行3年,RO膜还未进行过离线清洗。产水稳定在电阻率>15MΩ·cm,微生物指标未检出。
| 预处理方案 | SDI控制 | RO膜预期寿命 | 年清洗频率 |
|---|---|---|---|
| 砂滤+碳滤+5μm | 5-8 | 2-3年 | 每年3-5次 |
| 砂滤+碳滤+UF | 1-2 | 4-6年 | 每年0-1次 |
| 砂滤+碳滤+UF+RO | 1-2 | 5-8年 | 几乎免清洗 |
四、第三个关键参数:回收率控制——不是越高越好,是合适才好
很多食品厂业主追求”高回收率”——回收率越高,意味着自来水用量越少,废水排放量也越少,表面上看起来”省钱”。但是在食品饮料行业,回收率设置过高,是系统不稳定的主要来源。
反渗透膜在运行时,浓缩侧的盐分会不断积累。当回收率超过75%时,浓缩侧盐浓度急剧升高,CaCO₃、SiO₂等结垢物质容易达到过饱和而析出,在膜面形成结垢层。结垢的危害比生物膜更难处理——需要酸洗,而且酸洗不当会进一步损伤膜。
昌海环保建议:食品饮料行业的RO系统回收率应控制在65-75%之间。这个区间既能保证经济效益(节水40%以上),又能维持系统的长期稳定运行。
新加坡滨海湾某五星级酒店,冷却塔补水+直饮水两条回路共用一套RO-3系统。初期调试时将回收率设定为82%,运行3个月后段间压差开始跳升。昌海工程师到现场后将回收率调整至75%,并优化段间增压泵参数,系统稳定运行至今已超过3年,膜元件未更换。
五、昌海方案:食品饮料行业RO水处理系统的标准配置
针对食品饮料行业,昌海环保推荐以下标准配置方案:
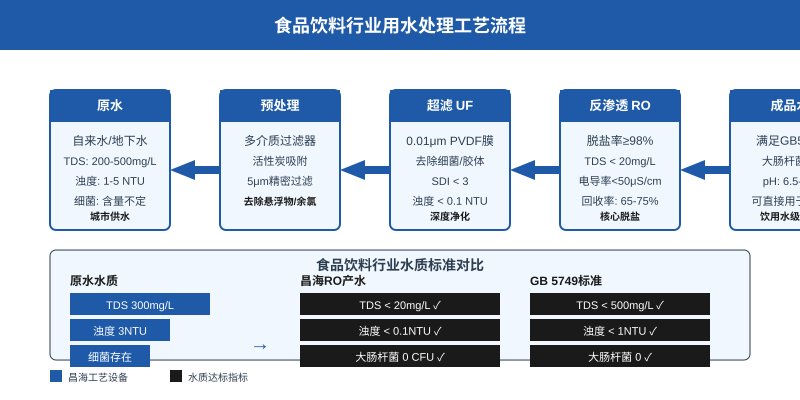
预处理段:原水→多介质过滤器(去除悬浮物)→活性炭过滤器(去除余氯)→5μm保安过滤器→UF超滤(0.01μm PVDF)→RO进水水箱
核心脱盐段:一级RO反渗透(单段/两段式排列,脱盐率≥98%)→产水水箱(食品级PE材质)→UV紫外线杀菌→终端精密过滤
浓水处理段:RO浓水→浓度控制→达标排放或回收用于清洗工序(浓水TDS通常在500-1500mg/L,可用于拖地、冲厕等非生产用途)
六、总结:3个参数控制好,食品饮料RO系统3年免清洗不是梦
食品饮料行业的反渗透用水系统,最核心的不是选多贵的设备,而是把3个关键参数控制到位:
①余氯控制:活性炭过滤器必须配置到位,进RO前余氯<0.1mg/L。
②SDI控制:UF超滤作为RO预处理是食品饮料行业的标准做法,SDI<3是底线。
③回收率控制:65-75%是食品饮料行业的最佳区间,不追求极限回收率。
昌海环保2013年成立以来,已为东南亚、中东、非洲等多个食品饮料厂提供水处理设备,累积交付项目200+。每套系统出厂前都经过72小时烧机测试,确保到货后能够直接投入使用。如您有食品饮料行业用水处理相关问题,欢迎联系昌海环保。

