一、食品饮料生产用纯水,为什么水质总是不稳定?
食品饮料生产中,水是最核心的原料之一。无论是饮料勾调、食品加工还是CIP清洗系统,纯水水质直接决定产品品质和食品安全。
但很多食品饮料企业在实际生产中发现:同一个反渗透设备,冬天产水合格,夏天却频繁出现电导率超标;新设备调试时水质很漂亮,运行半年后各项指标开始波动;微生物指标好不容易压下去,清洗后不到两周又超标……
这些问题的根源,往往不在设备本身,而在三个被忽视的关键控制点。
二、食品饮料纯水系统的3个核心痛点
1. 夏季微生物污染爆发,RO膜成为温床
食品饮料车间普遍存在温湿度高、有机物多的环境特点。预处理阶段的砂滤、碳滤如果长时间未更换填料或反洗不彻底,活性炭罐内就会孳生大量细菌。反渗透膜的进水侧一旦进入这些微生物,生物膜(Biofilm)会在膜表面快速形成。
生物膜的危害是渐进式的:初期产水水质看不出明显异常,但膜的脱盐率会以每月1%-2%的速度衰减,同时进水压力缓慢升高。很多工厂发现”产水电导率慢慢变高、但找不出明显原因”,根子就在这里。
2. 预处理配置不合理,RO膜遭遇”冲击负荷”
部分食品厂在设计纯水系统时,预处理仅配置简单的多介质过滤,没有充分考虑原水水质季节性变化。以井水为水源的企业,丰水期浊度从1 NTU跳升到10 NTU以上,RO膜前精密过滤器的滤芯往往在设计流量的1.5-2倍下运行——滤芯被击穿,粒径大于5μm的颗粒直接进入RO膜,造成膜面机械划伤和不可逆污堵。
3. 浓水排放无规范,环保风险持续累积
以饮料生产为例,一条日产500m³纯水的生产线,每天产生约150m³的RO浓水。浓水TDS通常在1000-3000mg/L之间,含有预处理投加的絮凝剂残留、阻垢剂成分以及高浓度盐分。部分企业的浓水直接排入园区污水管网,在雨季与雨水混合后,电导率远超园区接纳标准,存在被环保处罚的风险。

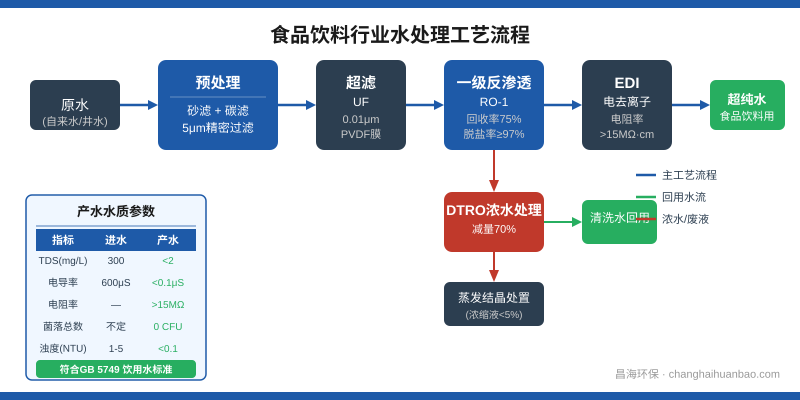
三、昌海环保「A+C方案」:从稳定产水到废水减量
针对食品饮料行业的水质需求和运营痛点,昌海环保提供”反渗透(RO)+ 超纯水(EDI)”组合方案,并配套浓水减量处理系统,在广东某大型饮料厂的实际项目中实现了以下效果:
| 水质指标 | 原水(TDS 350mg/L) | 产水(RO+EDI) | 达标情况 |
|---|---|---|---|
| 电导率 | 600 μS/cm | <0.1 μS/cm | 优于GB/T 6682一级水 |
| TDS | 350 mg/L | <0.5 mg/L | 满足饮料勾调用水 |
| 菌落总数 | 200 CFU/mL | 0 CFU/mL | 符合GB 5749要求 |
| 浊度 | 2.5 NTU | <0.1 NTU | CIP清洗水质要求 |
| 系统回收率 | — | 75%(RO段) | 浓水减量70% |
四、4个决定运行成败的关键参数
1. 进水余氯必须控制在检测限以下
自由氯是RO膜的”第一杀手”,0.1mg/L以上的余氯持续接触72小时,芳香聚酰胺膜就会发生氧化降解,表现为脱盐率断崖式下降。昌海在预处理段配置足够碳积量的活性炭过滤器,并要求客户每季度送检进水余氯指标。实测余氯<0.02mg/L时,RO膜三年运行后脱盐率仍保持在97%以上。
2. 超滤产水SDI15值必须<3
SDI(Silt Density Index)是衡量RO膜进水水质的核心指标。昌海的标准做法是在超滤(UF)系统出口配置在线SDI仪,每4小时自动检测一次。当SDI15超过3时,系统自动报警并触发UF反洗程序,防止污染物穿透进入RO膜。
3. EDI模块进水硬度<1 mg/L
EDI(电去离子)模块对进水硬度的要求远高于RO产水。如果RO产水残余硬度带入EDI,会在离子交换树脂表面结垢,导致模块性能不可逆衰减。昌海的技术规范要求RO产水进入EDI前加装精制混床,将硬度压到检测限以下,确保EDI电阻率稳定在15-18MΩ·cm区间。
4. 浓水TDS>8000mg/L时启动DTRO减量程序
当RO浓水TDS达到一定浓度后,继续用普通RO浓缩效率大幅降低。昌海方案在浓水TDS超过8000mg/L后,将浓水切换到DTRO(碟管式反渗透)系统进一步处理。DTRO的宽流道(2mm)和高压(75-90 bar)设计,专门针对高污染高盐分水体设计,浓缩液再进入低温蒸发器,最终废液量降至原废水的5%以下。
五、业主验收时的6个必查点
昌海工程师在交付食品饮料纯水系统时,会与业主共同完成以下验证项目:
| 验收项目 | 检测方法 | 合格标准 |
|---|---|---|
| 产水电导率 | 在线电导率仪 | <0.5 μS/cm(稳定值) |
| 产水电阻率 | 在线电阻率仪 | >15 MΩ·cm |
| 微生物指标 | 培养法48小时 | 菌落总数<100 CFU/mL |
| 重金属含量 | ICP-MS检测 | 符合GB 2762限量要求 |
| 系统回收率 | 流量计量 | ≥75%(设计值±5%) |
| 设备噪声 | 声级计1m距离 | <75 dB |
六、写给食品饮料业主的建议
纯水系统不是”装好就完事”的设备,而是需要持续运营管理的生产系统。建议重点关注三点:
第一,建立原水水质档案。尤其以市政自来水为水源的企业,丰水期和枯水期的水质差异可能超过设计预期,留好水质报告便于追溯问题。
第二,按膜厂家建议周期更换膜元件。食品饮料生产旺季往往在夏季,高温环境下膜污染速度加快,昌海建议将清洗周期从冬季的每季度一次缩短到夏季的每月一次。
第三,浓水排放提前规划。新建项目在环评阶段就将RO浓水的最终处置方案一并考虑,比后期改造要节省大量成本。
如果您正在规划或改造食品饮料纯水系统,可以联系昌海环保工程师获取针对性的方案建议。

