对于食品饮料企业而言,水是最核心的生产原料之一。无论是饮料调配、原料清洗、设备冷却,还是瓶装饮用水的生产,每一个环节都离不开稳定、高品质的纯水供应。然而,许多食品饮料企业在实际生产中却被这样一个矛盾困扰——水质不达标会带来产品品质风险,而传统水处理方案往往运行成本高、后期维护复杂。
本文从食品饮料行业实际痛点出发,解析昌海环保反渗透与超纯水系统组合方案的核心价值,帮助业主快速建立科学的选型思路。
一、食品饮料企业用水的三重挑战
1. 水质指标严苛,不容妥协
食品饮料生产对水的电导率、菌落总数、TDS(溶解性总固体)等指标有明确要求。以饮料调配用水为例,电导率通常要求低于100μS/cm,TDS控制在50mg/L以下,菌落总数接近于零。不达标的水质不仅影响产品口感,还会加速设备腐蚀、缩短保质期,甚至引发食品安全事故。
2. 水源波动大,预处理压力大
部分食品饮料企业采用自来水或地表水作为水源,水质随季节变化明显——雨季浊度升高、枯水期矿物质含量波动。传统多级过滤无法应对这种动态变化,容易造成后续膜元件堵塞,导致脱盐率下降、产水率降低。
3. 浓水排放成本高,环保压力大
反渗透浓水含盐量高、排放量大,直接外排不仅造成水资源浪费,还面临环保合规风险。在双碳目标背景下,如何提升回收率、减少浓水排放,已成为食品饮料企业绿色转型的关键课题。
二、昌海环保组合方案:反渗透+超纯水系统如何协同
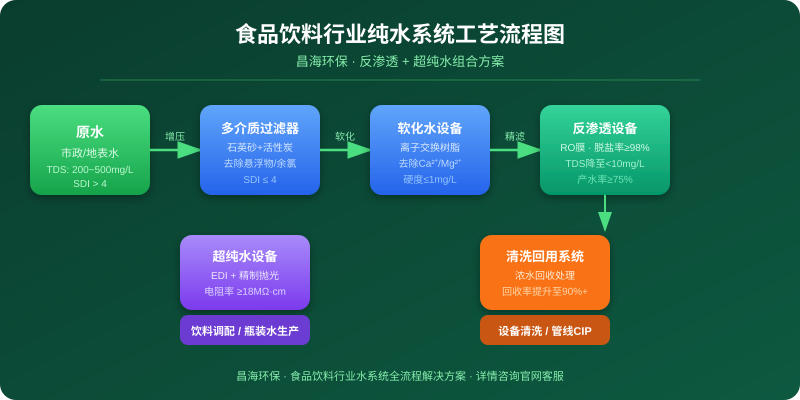
针对食品饮料行业的水质挑战,昌海环保推出预处理+反渗透(RO)+超纯水三级处理组合,根据不同工艺段的水质要求灵活配置,实现口感保障与成本控制的平衡。
第一级:强化预处理——保护核心膜元件
- 多介质过滤器去除悬浮物、胶体,降低原水SDI值至4以下
- 活性炭过滤器去除余氯、有机物,防止RO膜氧化降解
- 软化水设备采用离子交换树脂去除Ca、Mg离子,控制进水硬度1mg/L以内
第二级:反渗透设备——核心脱盐工序
- 脱盐率98%以上,产水电导率稳定在10μS/cm以下
- 一级RO产水率75%以上,结合浓水回收工艺可提升至90%以上
- 自动化PLC控制,支持在线水质监测与膜污染预警
- 适用于饮料调配、原料清洗、食品加工等常规用水场景
第三级:超纯水设备(EDI模块)——高端饮品生产保障
- EDI电除盐技术实现连续深度脱盐,无需酸碱再生,运行成本大幅降低
- 产水电阻率稳定达到16MΩ.cm以上,满足高端瓶装水、婴幼儿食品用水标准
- 无周期性水质波动,产水品质一致性好
- 配合终端UV杀菌与精制抛光,满足食品饮料行业严苛微生物指标
三、典型应用场景与选型参数参考
不同食品饮料细分行业对水质的侧重点有所差异,昌海环保可根据实际需求定制系统方案:
- 碳酸饮料/果汁调配:一级RO+EDI组合,电导率低于20μS/cm
- 瓶装饮用纯净水:双级RO工艺,TDS低于5mg/L
- 乳制品加工:RO+超纯水组合,硬度低于1mg/L
- 酿造用水处理:定制化脱盐工艺,精准调控矿物质比例
昌海环保可根据企业实际水源水质、日用水量、用水点分布等参数,提供从方案设计、设备选型到安装调试、运维培训的全流程服务。针对不同规模的食品饮料工厂,提供从小型单机型到大型模块化系统的多样化选择。
如您正在为新建产线选型或对现有水系统升级存有疑问,欢迎通过官网联系方式与昌海环保技术团队沟通,获取针对性的方案建议。

