对于食品饮料企业而言,水是最核心的生产原料之一。无论是饮料调配、原料清洗、设备冷却,还是瓶装饮用水的生产,每一个环节都离不开稳定、高品质的纯水供应。然而,许多食品饮料企业在实际生产中却长期被这样一个矛盾困扰——水质不达标会带来产品品质风险,而传统水处理方案往往运行成本高、后期维护复杂。
本文从食品饮料行业实际痛点出发,解析昌海环保反渗透与超纯水系统组合方案的核心价值,帮助业主快速建立科学的选型思路。
一、食品饮料企业用水的三重挑战
1. 水质指标严苛,不容妥协
食品饮料生产对水的电导率、菌落总数、TDS(溶解性总固体)等指标有明确要求。以饮料调配用水为例,电导率通常要求低于100μS/cm,TDS控制在50mg/L以下,菌落总数趋近于零。不达标的水质不仅影响产品口感,还会加速设备腐蚀、缩短保质期,甚至引发食品安全投诉。
2. 用水量大且波动明显
食品饮料生产往往呈现季节性特征——旺季高负荷运转,淡季产能骤降。传统水处理设备难以灵活应对这种波动,要么在淡季造成资源浪费,要么在旺季因产水量不足而成为生产瓶颈。
3. 运行成本持续承压
水处理系统的能耗(主要是RO高压泵)、膜元件更换、滤芯维护等成本构成企业长期运营负担。如何在保证水质的前提下降低单位水处理成本,是每个厂长都在思考的问题。
二、昌海方案:反渗透与超纯水系统如何协同作战
预处理 + RO深度处理:稳定达标的基石
昌海环保针对食品饮料行业设计的纯水系统,采用「多介质过滤 + 活性炭吸附 + 精密过滤」三级预处理工艺,有效去除原水中的悬浮物、余氯、有机物等杂质,为后续RO反渗透膜提供可靠保护。
核心的反渗透(RO)膜组件可实现脱盐率≥97%,产水电导率稳定低于100μS/cm,浓水可回收利用或达标排放。整套系统自动化程度高,支持PLC控制与远程监控,大幅减少人工干预。
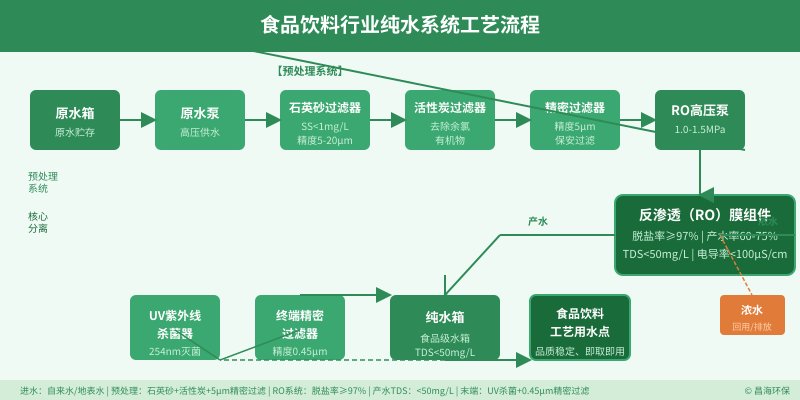
超纯水终端精制:满足高标准工艺需求
对于高端饮料、矿泉水灌装等对水质要求极高的场景,昌海方案在RO产水基础上增加UV紫外线杀菌与0.45μm终端精密过滤两道屏障。UV杀菌器可在不使用化学药剂的前提下杀灭水中细菌,终端精密过滤器则拦截最后一丝悬浮物,确保出水无菌、无微粒。
设备配置灵活,按需选型
昌海环保可根据企业实际产能提供从0.5m³/h到50m³/h不同规格的纯水设备,并支持模块化组合设计——旺季可并联扩展,淡季可休眠低功耗运行,有效平衡初期投资与长期运营成本。
三、食品饮料纯水系统运维建议
对于已投运设备的食品饮料企业,有几点运维经验值得关注:
- 定期监测RO膜性能:关注脱盐率与产水率变化,若脱盐率下降超过2%,需考虑化学清洗或更换膜元件;
- 活性炭滤料及时更换:活性炭吸附饱和后失去余氯去除能力,会加速RO膜氧化降解,建议每6-12个月更换一次;
- 浓水不是废水:RO浓水含盐量高但无有害化学物质,可用于厂区绿化灌溉、地面冲洗等非食品接触场景,实现水资源最大化利用。
结语
食品饮料企业的纯水系统选型,本质上是在水质安全、运行效率与全生命周期成本之间寻找最优解。昌海环保深耕工业水处理领域十余年,积累了丰富的食品饮料行业项目经验,可为不同规模、不同产品线的企业量身定制纯水解决方案。
如您正在为新项目选型或对现有系统升级改造存在疑问,欢迎与我们联系,昌海技术团队可安排现场勘查与水质检测,为您提供专业的技术建议。

