在精细化工行业,反渗透产水检测报告”合格”,下游反应釜却频繁出现收率波动、催化剂中毒、批次色差——这些都来自水处理环节的”假合格”。本文结合昌海12年精细化工项目经验,拆解3个最易忽略的预处理细节。
一、精细化工厂用水不达标的3个”假合格”陷阱
1. 电导率达标,但TOC(总有机碳)失控
电导率反映离子浓度,但残留的微量有机物(来自原水腐殖酸、管道析出物)让TOC飙至200-500ppb。催化剂活性位点被有机物覆盖,单批收率从92%掉到85%——这是精细化工最常见的”假合格”。
2. 软化水硬度达标,但氯离子穿透
钠离子交换树脂再生不彻底时,Cl⁻会在产水中富集。某染料厂因Cl⁻从8mg/L涨到60mg/L,钯碳催化剂一周内中毒失效,单批直接损失15万元。
3. UF产水SDI<3,但胶体硅堵塞RO膜
SDI合格不代表胶体硅被拦截。胶体硅粒径0.01-0.05μm,UF压差增大时”漏网”,3-6个月后RO膜不可逆污堵,脱盐率下降3-5%。
二、精细化工用水”分级匹配”水质标准
精细化工涵盖染料、催化剂、医药中间体等20+细分领域,对水质要求差异极大。下表是昌海根据200+项目总结的分级标准:
| 应用场景 | 电导率(μS/cm) | 电阻率(MΩ·cm) | TOC(ppb) | 推荐工艺 |
|---|---|---|---|---|
| 染料/颜料合成 | ≤10 | ≥0.1 | ≤500 | 软化+RO |
| 催化剂配制 | ≤2 | ≥5 | ≤100 | RO+EDI |
| 医药中间体 | ≤1 | ≥10 | ≤50 | 二级RO+EDI |
| 电子化学品 | ≤0.5 | ≥18.2 | ≤5 | UF+二级RO+EDI |
| 锅炉补给水 | ≤0.3 | — | — | 软化+RO+混床 |
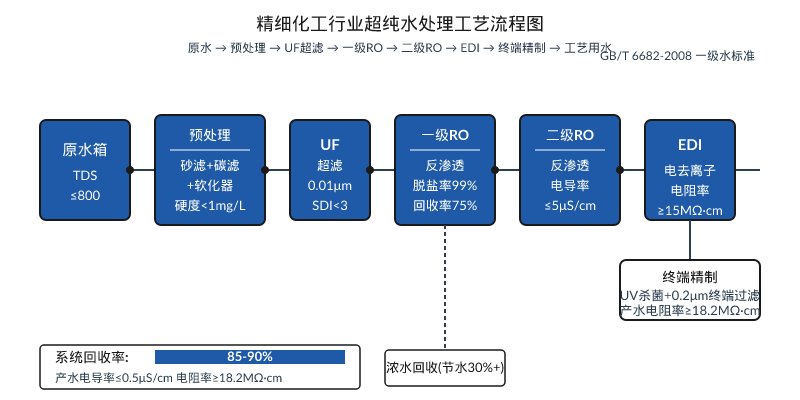
下图为精细化工典型的UF+二级RO+EDI超纯水处理工艺流程:
三、昌海案例:广东医药中间体厂改造
精细化工反应釜对水质稳定性要求极高,下图为典型反应釜场景:

某厂2018年投运的单级RO产水电导率长期在6-12μS/cm波动,无法满足医药中间体合成对电导率<2μS/cm的要求,催化剂批次失活率高达18%,年损失超80万元。
昌海改造方案:原RO产水进二级RO+EDI组合,电阻率从0.1MΩ·cm提升到15-18MΩ·cm;增加UV+终端0.2μm过滤;浓水回收使系统回收率从65%提升到88%。
| 关键指标 | 改造前 | 改造后 |
|---|---|---|
| 产水电导率 | 8-12 μS/cm | 0.3-0.5 μS/cm |
| 电阻率 | 0.08-0.12 MΩ·cm | 15-18 MΩ·cm |
| 催化剂失活率 | 18%/批 | 2%/批 |
| 系统回收率 | 65% | 88% |
| 年节水量 | — | 约 12,000 m³ |
关键收益:催化剂寿命延长40%,单批合成成本下降8%,按年产30批计年节省约24万元,改造投资回收期约1.5年。
四、3个90%精细化工厂都漏掉的关键参数
1. 进水余氯必须控制在0.1mg/L以下
聚酰胺RO膜对游离氯极敏感,0.5mg/L持续接触2小时即导致脱盐率不可逆下降3-5%。活性炭过滤器后必须装ORP在线监测+还原剂自动加药,否则膜元件半年内必损。
2. 浓水侧临界点决定膜寿命
精细化工原水常含高COD、硬度和硅,一级RO浓水侧易出现CaCO₃、SiO₂结垢。朗格利尔饱和指数LSI应<1.8,浓水侧pH 6.5-7.0,浓水电导率超设定值20%时自动加大阻垢剂投加。
3. EDI进水CO₂必须脱气
RO产水中CO₂以HCO₃⁻形式存在,进入EDI后降低脱盐率(电阻率上限仅12MΩ·cm)。EDI前必须装脱气塔将CO₂降至<5mg/L——这是医药中间体厂”电阻率上不去”最常见原因。
五、结论:精细化工用水不能”差不多”
精细化工水质不是”达标即可”,而是”匹配下游反应”。昌海环保12年累计交付精细化工项目60+,覆盖染料、医药中间体、电子化学品、催化剂等领域,提供从原水分析到出水验收的全流程服务。

