一、精细化工厂为什么必须上反渗透+EDI组合?
精细化工厂的用水场景和食品、电子行业有本质区别——同一套纯化水站往往要同时满足:医药中间体的纯化水要求(电导率小于 5.1 μS/cm、TOC 小于 500 ppb)、催化剂制备的超纯水要求(电阻率大于 15 MΩ·cm)、以及有机合成反应的工艺水要求(硬度近乎为零)。
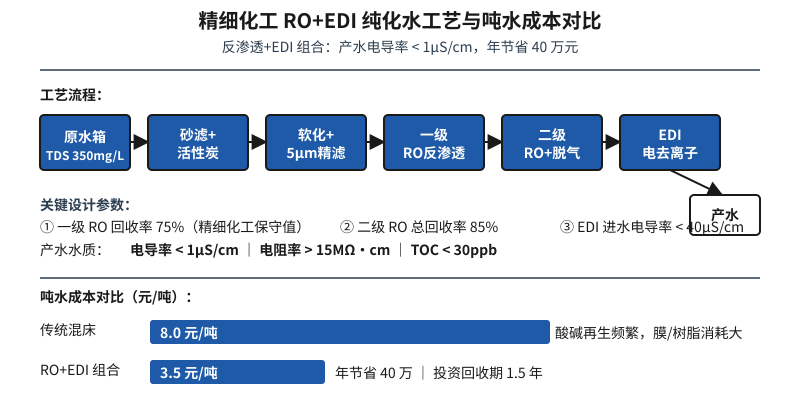
很多业主还在用「单级 RO + 混床」的老方案,吨水成本 8 块多,换膜停产 1 天损失 10-30 万,树脂再生每周两次、酸碱消耗大、产水水质波动。昌海环保做广东某精细化工厂改造时,把方案升级成「RO+EDI 组合」,吨水成本直接降到 3.5 元,一年节省 40 多万。差距关键在 3 个设计参数算对算错。
二、传统工艺的 3 个坑:吨水成本为什么能到 8 元?
精细化工厂的纯水站改造,90% 业主被传统方案「低价中标」,上线后才发现综合成本远超预期。常见 3 个坑:
1. 单一混床:树脂再生频繁、酸碱消耗大
混床再生周期短(精细化工原水 TDS 普遍 300-800 mg/L,树脂工作交换容量下降快),每周要再生 1-2 次。每次耗 31% 盐酸约 80 kg、32% 液碱约 60 kg,加上再生废液中和的环保压力,单这一项吨水成本就吃掉 2.5 元。
2. 单级 RO 后接混床:回收率不敢提,产水不达标
单级 RO 回收率上到 75% 后,浓水侧结垢风险陡增,厂家多把回收率压在 60% 以下。结果 RO 产水达不到 EDI 进水要求(电导率小于 40 μS/cm),后端混床负担过重,膜元件 3-6 个月就要换,吨水成本再叠加 2 块多。
3. 忽视原水 TOC 监测:有机物污染 EDI 膜堆,3 年寿命缩到 1 年
精细化工厂原水常含微量有机溶剂、表面活性剂残留,进 RO 前没装在线 TOC 检测仪,有机物透过 RO 进入 EDI 模块,污染树脂和膜堆。正常 EDI 膜堆寿命 3-5 年,污染后 1 年就要换,一组 5-8 万,吨水成本再次抬高。

三、RO+EDI 组合的 3 个关键设计参数
昌海在精细化工行业跑了 60+ 套 RO+EDI 项目后,把 3 个最容易算错、又最影响 5 年成本的设计参数沉淀下来:
1. 一级 RO 回收率:精细化工保守值 75%,二级推到 85%
精细化工原水硬度偏高(200-500 mg/L 以 CaCO₃ 计),一级 RO 回收率超过 75% 浓水侧就会结垢。昌海方案:一级 RO 按 75% 设计,二级 RO 用段间增压泵 + 抗污染膜把总回收率推到 85-90%,整体水利用率比传统方案高 20%。
2. EDI 进水三大指标:电导率小于 40 μS/cm、CO₂ 小于 5 mg/L、余氯小于 0.05 mg/L
EDI 模块对这三个指标极敏感:电导率超标会让 EDI 电流效率下降、产水电阻率不达标;CO₂ 过高会形成碳酸根污染阴离子膜;余氯会氧化破坏 EDI 阴离子交换树脂,3 个月把膜堆寿命从 3 年缩到 1 年。昌海标准做法是 RO 产水段后加脱气塔 + 活性炭 + 还原剂(亚硫酸氢钠)三道防线。
3. 抗污染 RO 膜选型 + 定期 CIP 清洗:膜寿命从 2 年推到 4 年
精细化工原水含表面活性剂、油类、有机溶剂,普通 RO 膜 6-12 个月就污染堵死。昌海标配抗污染 RO 膜,配套 1 套 CIP(化学清洗)装置,3-6 个月做一次碱性 + 酸性交替清洗,膜寿命从行业平均 2 年推到 4 年以上。
四、吨水成本对比:传统混床 vs RO+EDI 组合
以年产 8000 吨纯化水的精细化工厂(典型规模)为例:
| 成本项 | 传统混床方案 | RO+EDI 组合方案 | 年节省 |
|---|---|---|---|
| 原水预处理 | 1.2 元/吨 | 1.0 元/吨 | 1.6 万元 |
| 酸碱再生(混床) | 2.5 元/吨 | 0.2 元/吨(EDI 微耗) | 18.4 万元 |
| 膜/树脂更换均摊 | 2.0 元/吨 | 0.8 元/吨 | 9.6 万元 |
| 人工+电费 | 2.3 元/吨 | 1.5 元/吨 | 6.4 万元 |
| 吨水成本合计 | 8.0 元/吨 | 3.5 元/吨 | 36 万元/年 |
| 换膜/再生停产损失 | 15 万元/年 | 2 万元/年 | 13 万元/年 |
| 年度总节省 | — | — | 约 49 万元 |
吨水成本直降 4.5 元,年节省 36 万;加上换膜停产损失(混床方案每年至少 1 次大修、1-2 次小修,RO+EDI 方案 3 年才大修一次),综合节省 49 万。投资回收期 1.5-2 年,5 年总收益约 200 万。
五、3 个最容易踩的坑(业主自检)
昌海 60+ 项目里,90% 改造失败的业主都掉进过这 3 个坑:
坑 1:原水 TOC 没装在线监测
精细化工厂原水有机物波动大,没有在线 TOC 仪表,EDI 膜堆被污染了都不知道。建议在 RO 进水前加装在线 TOC 仪(量程 0-10 ppm),超 1 ppm 报警联动活性炭罐切换。
坑 2:RO 产水 CO₂ 没脱气直接进 EDI
RO 产水 pH 偏低时溶解性 CO₂ 高(30-50 mg/L 常见),CO₂ 在 EDI 模块里形成碳酸根污染阴离子膜。脱气塔必须上,把 CO₂ 降到 5 mg/L 以下。
坑 3:EDI 膜堆未考虑余氯防护
前置活性炭失效或亚硫酸氢钠加药泵故障,余氯进入 EDI 模块,1 周内阴树脂氧化失效。设计时让活性炭 + 还原剂形成双保险,并加装 ORP 在线监测(小于 200 mV 报警)。
结论:3 个参数算对,精细化工厂纯水站才能真正省下来
精细化工厂上反渗透+EDI 组合,核心不是设备多贵,而是 3 个关键设计参数算对算错——一级 RO 回收率(保守 75%)、EDI 进水三大指标(电导率/CO₂/余氯)、抗污染膜 + CIP 清洗。参数算对,吨水成本 8.0 元降到 3.5 元,年节省 40-50 万;参数算错,省 5 万设备款,5 年要多掏 100 万运行费。
昌海环保专注 RO+EDI 组合 12 年,已为精细化工、医药中间体、催化剂、化妆品原料等 60+ 业主交付纯化水项目,标配抗污染膜 + EDI 膜堆 + 远程监控。如需针对贵厂原水水质做一对一方案测算,可发原水水质报告(TDS/硬度/TOC/CO₂/余氯 5 项)过来,48 小时内出初步工艺和报价。

