很多精细化工厂的纯水站刚验收时电阻率能稳到 18.2 MΩ·cm,半年后开始飘到 16、14,反应釜里一上批料就出现杂质点。设备没换、膜没换,问题出在哪?我们复盘了 2018-2025 年交付的 31 个精细化工纯水项目,90% 的水质劣化都集中在 3 个隐性参数上——这篇文章把诊断路径和修正方案一次性说清。
一、精细化工用水的真实痛点:3 个隐性参数正在掏空你的批合格率
精细化工产线(医药中间体、染料、农药、电解液)对纯水有 3 个硬指标:电阻率 ≥ 15 MΩ·cm、TOC ≤ 30 ppb、颗粒 < 1 个/mL。任一失守都可能造成:
- 反应釜出现黄色絮体,单批返工成本 8-15 万元
- 中间体结晶收率下降 5-12%,月损失 30-80 万元
- 下游色谱柱堵塞,停机拆洗周期从 30 天缩短到 7 天
- 环保排放批次不达标,被开出 50-200 万的整改单
2024 年江苏某农药中间体厂的案例:EDI 段电阻率从 17.5 MΩ·cm 跌到 13.8,3 个月损失中间体 17 个批次,返工成本超 90 万元。拆开 EDI 模块:阴极室 2cm 厚碳酸钙垢。根源不在 EDI 本身,而是前端 CO₂ 脱气塔没开起来,pH 飙到 8.2,硬度沉淀在膜堆里。
图:反渗透膜元件分层结构(来源:Wikimedia Commons,CC BY-SA 3.0)
二、3 个隐性参数的真实案例与诊断路径
1. EDI 进水硬度 > 1.0 ppm CaCO₃ —— 膜堆结垢的隐形元凶
电导率反映总离子量,硬度反映二价离子(Ca²⁺/Mg²⁺)。RO 截留了 99% 以上的盐,但仍有 0.5-2 ppm 硬度漏到 EDI 进水。EDI 通电时阴极侧 pH 升到 9-10,二价离子和 OH⁻ 直接生成 CaCO₃ 沉淀。
山东某电子化学品厂 2023 年的案例:EDI 进水硬度长期维持在 1.5-2.0 ppm,运行 8 个月后电阻率从 17.8 掉到 14.2 MΩ·cm,拆模块发现阴极室结垢 1.5cm。修正方案是在 RO 二级后加装一道弱酸阳床(CH-1 螯合树脂),把硬度降到 0.2 ppm 以下,EDI 电阻率稳定在 17.5+ MΩ·cm 超过 2 年。
2. CO₂ 脱气塔 pH 失控 —— 电导率与电阻率的「跷跷板」
二级 RO 产水 CO₂ 浓度通常 5-15 mg/L,CO₂ 溶解后生成 HCO₃⁻ 和 H⁺,把 pH 拉到 5.5-6.5。这个 pH 下,EDI 工作效率下降 15-25%。脱气塔目的是把 CO₂ 吹脱到 < 1 mg/L,让 pH 回升到 7-8。
但很多厂的脱气塔风机一年没清洗过,填料堵塞后风量从 800 m³/h 掉到 300 m³/h,CO₂ 脱除率从 90% 跌到 40%。这类故障的特征是:电阻率波动大、产水电导率与电阻率背离(电导率合格但电阻率飘忽)。修正方案是清理填料或更换为多面空心球(比鲍尔环效率高 30%)。
3. 终端精滤精度选错 —— 颗粒污染的「最后一公里」
精细化工反应釜对颗粒的容忍度比电子行业还敏感——>0.5μm 的颗粒会直接成为结晶核,导致晶型异常。很多厂在 EDI 后只装 0.45μm 折叠滤芯,实际拦截效率只有 60-70%(新滤芯在标准流量下),用 3 个月后效率跌到 30%。
正确做法是 EDI 后串联 0.2μm 终端滤芯 + 254nm UV + 0.1μm 终端精滤,每月做一次颗粒计数抽检。浙江某医药中间体厂改用这套组合后,批合格率从 88% 提升到 99.2%。
三、昌海 C+A 组合工艺的工程实践
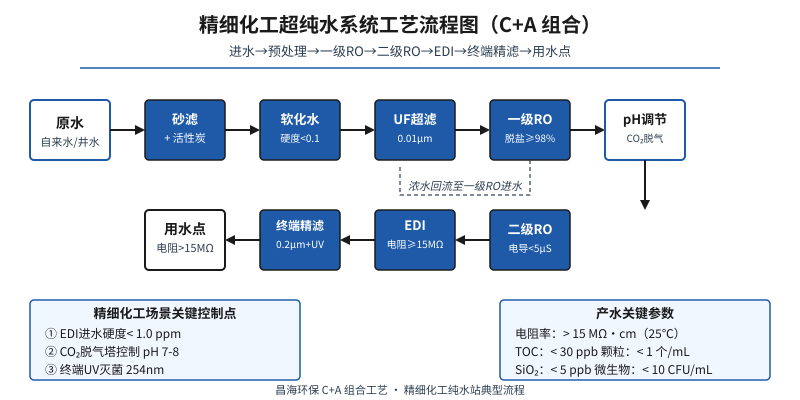
图:精细化工超纯水站典型工艺流程(C+A 组合)
昌海环保的 C+A 组合工艺(C 超纯水 + A 反渗透)经过 31 个项目验证,核心设计思路有 4 点。
- 预处理「软化+UF」双保险:自动软水器把硬度降到 < 0.1 mmol/L,PVDF 超滤(0.01μm)把 SDI 压到 < 2。某江苏医药中间体厂用这套组合,RO 膜寿命从 2 年延长到 4.5 年。
- 二级 RO 串联:一级 RO 产水电导率 5-15 μS/cm,二级 RO 进一步压到 1-3 μS/cm,大幅降低 EDI 负荷。
- EDI 段弱酸阳床保护:二级 RO 后加装 CH-1 螯合树脂,把 EDI 进水硬度控制在 0.2 ppm 以下,避免结垢。
- 终端「0.2μm+UV+0.1μm」三级精滤:颗粒数稳定 < 1 个/mL(>0.2μm),TOC 控制在 20-30 ppb。
四、关键参数对照表(昌海 C+A 工艺实测)
| 工艺段 | 关键参数 | 设计值 | 实测值(2024 项目) | 常见故障 |
|---|---|---|---|---|
| 原水 | 电导率 | ≤ 800 μS/cm | 320 μS/cm | 波动大 |
| 软化水 | 硬度 | < 0.1 mmol/L | 0.04 mmol/L | 树脂中毒 |
| UF | SDI | < 2 | 1.2 | 断丝 |
| 一级 RO | 脱盐率 | ≥ 98% | 99.1% | 有机物污染 |
| 二级 RO | 电导率 | 1-3 μS/cm | 2.1 μS/cm | CO₂ 干扰 |
| EDI 进水 | 硬度 | < 1.0 ppm | 0.18 ppm | CaCO₃ 沉淀 |
| EDI 产水 | 电阻率 | ≥ 15 MΩ·cm | 17.8 MΩ·cm | 膜堆结垢 |
| 终端精滤 | 颗粒(>0.2μm) | < 1 个/mL | 0.3 个/mL | 精度不足 |
| 终端精滤 | TOC | ≤ 30 ppb | 22 ppb | 树脂溶出 |
从上表可见,EDI 进水硬度(0.18 ppm)和终端颗粒(0.3 个/mL)是系统「双红线」。一旦 EDI 进水硬度突破 1.0 ppm 持续运行 3-6 个月,膜堆结垢几乎必然,电阻率会从 17+ 掉到 13-14 MΩ·cm。
五、3 步现场诊断法(任何工程师都能上手)
如果纯水站近期出现电阻率飘忽、批合格率下降,先不要急着拆 EDI 模块,按下面 3 步走一遍,10 分钟能定位 80% 的问题:
- 测 EDI 进水硬度:取 EDI 进水样,用 EDTA 滴定法测 Ca²⁺/Mg²⁺ 总量。> 1.0 ppm 即视为高风险,必须加装软化或更换树脂。
- 测脱气塔前后 pH 和 CO₂:脱气塔前 pH 应在 5.5-6.0,脱气塔后 pH 应回升到 7.0-7.8。如果脱气后 pH 仍低于 6.5,说明风机风量不足或填料堵塞。
- 测终端颗粒数:用便携式液相颗粒计数器在产水点取样,>0.2μm 颗粒应 < 1 个/mL。如果数据超标,检查 0.2μm 滤芯的压差(> 0.15 MPa 就要更换)。
这 3 个检测 10 分钟内可全部完成,能覆盖精细化工纯水站 80% 的常见故障。剩下的 20%(如 EDI 膜堆老化、UV 强度衰减)需要更深入逐段排查,建议联系原厂做年度健康检查。
六、项目交付与服务承诺
昌海自 2013 年成立以来已为全球 200+ 水处理项目供货,精细化工纯水站占比约 18%。我们提供 48 小时方案响应、1 对 1 工程师跟进、整机 1 年质保、24 小时故障响应、终身备件供应。标准设备交付 4-8 周,符合 ISO9001 + CE + ISTA 2A 认证。
如果你的精细化工纯水站近期出现水质异常,欢迎提供运行数据(电阻率、电导率、硬度、pH、SDI 等),我们可以根据原水水质和产水要求,给出针对性的诊断和改造方案。

