一、精细化工用水,为什么水质总是不稳定?
精细化工生产中,水不仅是溶剂,更是关键反应载体。涂料树脂合成、电子级溶剂配制、医药中间体加工——每一道工序都对水质有严格要求。然而,很多化工厂在超纯水系统运行1-2年后,开始出现:电导率频繁波动、膜寿命远低于预期、产水突然变差被迫停产。
供应商通常会告诉你是膜污染了,但真正的问题往往在系统设计和运行参数层面。本文从精细化工行业真实痛点出发,解析影响超纯水系统稳定性的关键因素,以及如何通过正确的工艺选型避免这些陷阱。
二、3个最容易出问题的参数,90%的精细化工项目都踩过
1. 进水预处理不达标,膜污染是必然结果
精细化工原水通常来自市政管网或自有深井,浊度和有机物含量往往高于普通工业用水。很多项目在采购超纯水设备时,关注点全在RO膜和EDI模块,却忽略了预处理的重要性。
预处理的核心目标是:把浊度降至1 NTU以下,SDI值控制在3以下。如果这一步做不到位,RO膜在3-6个月内就会出现通量急剧下降、运行压力飙升的问题。
昌海环保在为某精细化工企业设计超纯水系统时,曾遇到进水浊度长期维持在8-12 NTU的情况。该企业原来的预处理只有两级砂滤,完全无法满足要求。昌海在原有系统基础上,增加了UF超滤作为预处理核心,将进水浊度稳定控制在0.5 NTU以下,RO膜通量恢复至设计值的95%,高压泵运行压力从12bar降至9bar,能耗下降25%。
2. 回收率设置过高,浓差极化让膜窒息
回收率是RO系统设计中最容易被内卷的参数。为了减少废水排放、降低新鲜水消耗,很多项目把回收率推到75%甚至80%以上。但回收率每提高10个百分点,浓水侧TDS就上升约30%,浓差极化效应显著增强。
| 回收率设置 | 浓水TDS(相对值) | 膜污染风险 | 运行压力增幅 |
|---|---|---|---|
| 50%(标准) | 1.0倍 | 低 | 基准 |
| 65%(较高) | 1.8倍 | 中等 | +15% |
| 75%(过高) | 3.0倍 | 高-严重结垢风险 | +30%以上 |
对于精细化工行业,昌海环保通常将RO系统回收率控制在60-70%,通过两级RO串连的方式实现整体回收率75%以上,同时避免单级回收率过高带来的膜污染风险。某涂料树脂厂采用此方案后,年废水排放量减少40%,RO膜使用寿命从18个月延长至36个月以上。

3. EDI电流参数与进水水质不匹配,产水电阻率上不去
EDI(连续电去离子)是超纯水系统的最后一道精制工序,负责将RO产水电阻率从1-10 MΩ·cm提升至15-18 MΩ·cm。但EDI对进水水质极为敏感——进水硬度过高、CO2含量波动、硅含量超标,都会导致EDI模块性能急剧下降。
某医药中间体工厂曾反映EDI产水电阻率只能在12 MΩ·cm徘徊,始终达不到15 MΩ·cm的设计值。排查后发现,进水pH偏低导致CO2主要以碳酸形式存在,穿透了RO膜后在EDI模块内形成弱导电环境,电流效率大幅下降。昌海通过在EDI进水端增加pH调节装置,将进水pH稳定控制在6.8-7.2,EDI产水电阻率稳定达到17 MΩ·cm。
三、精细化工超纯水系统配置推荐
| 配置方案 | 适用场景 | 产水水质 | 核心设备 |
|---|---|---|---|
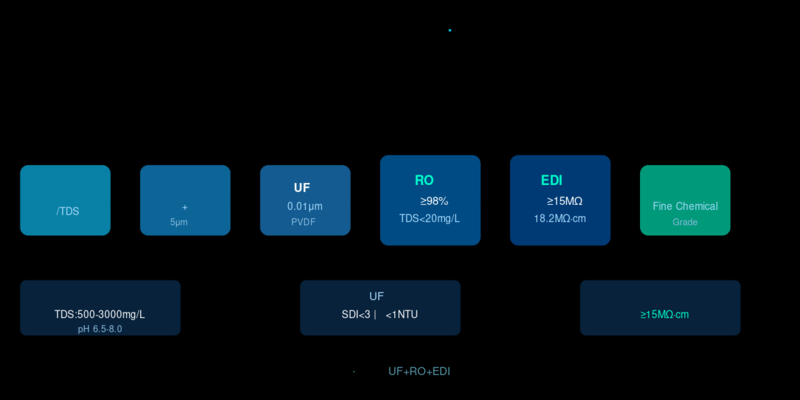
| 方案一:基础型 | 普通精细化工(涂料/树脂/普通溶剂) | 电阻率大于等于10 MΩ·cm | 砂滤+碳滤+UF+RO |
| 方案二:高端型 | 电子级溶剂/医药中间体/高端涂料 | 电阻率大于等于15-18 MΩ·cm | 砂滤+碳滤+UF+RO+EDI+终端精制 |
方案二的核心在于UF+RO+EDI的组合工艺:UF超滤去除大分子有机物和胶体,RO反渗透实现98%以上脱盐率,EDI通过电化学离子迁移实现深度脱盐,最终产水达到电子级标准。
四、选型避坑指南:采购超纯水设备前,必问供应商的4个问题
1. 预处理如何保证SDI值稳定在3以下?——如果供应商没有明确的预处理方案,只有RO+DI的传统配置,基本可以判定对精细化工水质特点缺乏理解。
2. RO回收率设计依据是什么?——合理的单级回收率为50-70%,高于75%需要配置浓水回流或段间增压泵,否则膜污染会在短时间内显现。
3. EDI进水水质要求是否有明确说明?——正规供应商会提供完整的进水水质标准和预处理方案,而不是简单告诉你接上就能用。
4. 设备调试后,是否提供水质稳定性和能耗数据报告?——这是判断系统是否经过真实优化的关键。
精细化工超纯水系统不是买设备,是买稳定的产水品质和可控的运行成本。前端预处理、合理的回收率设计、适配的EDI配置,三个环节缺一不可。选错参数,项目做完了才发现问题,改造的成本往往比新上一套系统还高。

