一、精细化工用水的3个致命隐患,每个厂长都要知道
精细化工生产对水质要求极为严苛——原料反应、清洗、配料各个环节一旦用水水质失控,轻则产品不合格,重则整釜原料报废、产线停工。昌海环保在接触过的精细化工企业中,发现这三个问题出现频率最高:
1. 电导率超标导致反应釜结晶,损失动辄数十万精细化工合成反应对水的电导率极为敏感。以某浙江某农药中间体厂家为例,其一级 RO 产水电导率设计值为 ≤20 μS/cm,实际运行中因软化树脂未及时再生,电导率飙升至 80 μS/cm 以上。含盐量过高带入反应釜后,与原料中的金属催化剂发生副反应,导致整釜物料报废,单次损失超过 15 万元。该厂后来在昌海技术团队指导下,增加了电导率在线监测和自动再生联锁,才彻底杜绝此类问题。
2. 硬度残留造成换热器结垢,产能被迫降载换热器列管结垢是精细化工企业最常见的水处理事故。某江苏染料工厂因原水硬度偏高(CaCO₃ 约 280 mg/L),软化设备选型偏小,运行半年后换热器传热系数下降 40%,冷却效率不足被迫降载生产15天。清垢、维修、停产三项损失合计超过 30 万元。根本原因:软化水设备小时处理量未匹配实际峰值用水量,且树脂交换容量设计裕量不足。
3. 有机物和微生物引起超纯水产水品质下降对于需要超纯水(≥15 MΩ·cm)的精细化工企业(如电子级试剂生产、光引发剂合成等),有机物和细菌污染是 EDI 模块失效的主要诱因。某广东特种树脂工厂,初期使用普通砂滤+RO工艺,超纯水产水 TOC 长期在 200-500 ppb,电阻率仅能维持 12-14 MΩ·cm,无法满足高端产品要求。升级为 UF 超滤预处理+RO+EDI 组合后,TOC 降至 50 ppb 以下,电阻率稳定在 16-18 MΩ·cm。
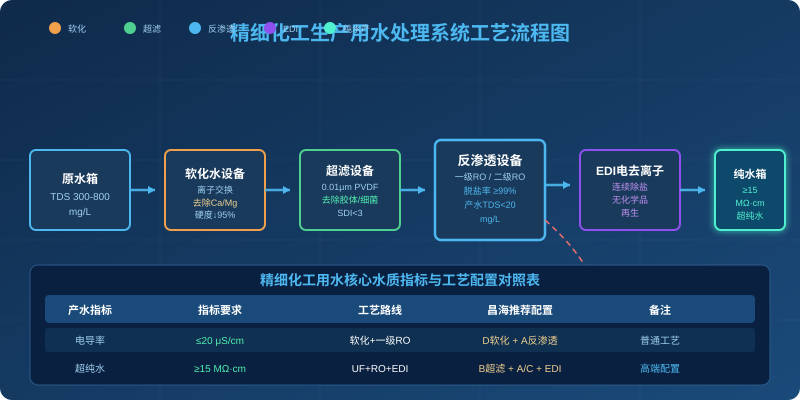
二、精细化工用水处理核心方案:软化+反渗透+EDI组合
针对精细化工行业的用水特征,昌海环保推荐分三档配置方案,根据产水要求选择对应工艺路线:
普通工艺用水:软化水设备+一级反渗透适用于配料、清洗、冷却等场景,产水电导率 ≤20 μS/cm,硬度 < 1 mg/L。核心设备为昌海 D 系列软化水设备(离子交换树脂软化)+ A 系列反渗透设备(单级 RO,脱盐率 ≥97%)。配置在线电导率监测+自动再生系统,确保软化器出口硬度长期达标。
高端工艺用水:UF超滤+二级RO+EDI超纯水系统适用于高纯度原料合成、光引发剂、电子级试剂生产,产水电阻率 ≥15 MΩ·cm,TOC < 100 ppb。典型配置:B系列超滤设备(0.01μm PVDF膜,去除胶体/细菌/有机物大分子)+ A/C系列反渗透设备(二级RO深度脱盐)+ EDI电去离子模块(连续除盐,无需化学再生)。
| 产水指标 | 指标要求 | 工艺路线 | 昌海推荐配置 | 备注 |
|---|---|---|---|---|
| 普通工艺水(电导率) | ≤20 μS/cm | 软化+一级RO | D软化 + A反渗透 | 常规配置 |
| 高纯工艺水(电导率) | ≤5 μS/cm | 软化+二级RO | D软化 + A反渗透×2 | 深度脱盐 |
| 超纯水(电阻率) | ≥15 MΩ·cm | UF+RO+EDI | B超滤 + A/C + EDI | 高端配置 |
| 超纯水(TOC控制) | <50 ppb | UF+RO+EDI+UV | B超滤 + A/C + EDI + UV | 高端电子级 |
| 锅炉补给水 | 硬度<0.03 mmol/L | 软化+RO | D软化 + A反渗透 | 中低压锅炉 |
三、真实案例:浙江某精细化工企业软化+RO系统改造实录
浙江上虞某精细化工企业,主要生产荧光增白剂和光稳定剂,年产值约 2 亿元。该厂此前使用某品牌软化水设备,因树脂交换容量不足、阀门磨损严重,软化水硬度经常超标,反渗透膜频繁结垢,每年换膜费用超过 8 万元,且因产水电导率不稳定导致产品色度波动,客户投诉率居高不下。
2023 年 8 月,该厂引入昌海环保 D 系列软化水设备 + A 系列反渗透系统(产水量 3 m³/h),并对原水进行水质全分析后重新匹配工艺参数。关键改造点:
- 软化器采用大流量离子交换树脂,交换容量较原设备提升 60%;
- 配套自动再生控制系统,根据产水硬度实时触发再生周期;
- RO 前增加 5μm 精密过滤器,保护高压泵和膜元件;
- 一级 RO 脱盐率稳定在 98.5% 以上,产水电导率长期维持在 12-18 μS/cm。
运行 12 个月后,该厂反馈:反渗透膜未发生一次结垢清洗,换膜费用从每年 8 万元降至 0 元;产品色度批次稳定性提升 35%,客户投诉率下降 80%;整体水处理系统运行和维护成本较改造前降低约 22 万元/年。
该厂技术负责人表示:”之前总觉得水处理是辅助配套,结果因为水质问题吃了大亏。昌海帮我们把软化和 RO 打通之后,整个生产稳定性上了一个台阶,现在回头看当初的投入,回报超预期。”

四、选型建议:精细化工厂长做水处理规划时必须避开的3个坑
坑1:软化设备选型偏小,余量不足精细化工生产用水存在明显的时段峰值(如换班集中清洗期),软化设备必须按峰值流量的 1.3-1.5 倍选型,而非只看平均用水量。否则树脂交换速度跟不上,产水硬度必然超标。
坑2:RO系统没有在线电导率监测,问题发生后才知道产水电导率超标时,下游反应釜可能已经开始受到损害。必须安装在线电导率仪+超标报警,一旦超过设定阈值,自动切换不合格产水路径,避免污染后续工艺。
坑3:只做软化+RO,未考虑有机物和微生物对EDI的损害对于需要 EDI 超纯水的精细化工企业,UF 超滤预处理是保护 EDI 模块的必要前哨。缺乏 UF 预处理时,水中胶体和细菌会在 EDI 模块内繁殖,造成膜片堵塞和脱盐能力不可逆下降。

