一、精细化工高盐废水回用的行业之痛
精细化工企业每天产生大量高盐废水——TDS动不动8000~30000 mg/L,COD高达5000~20000 mg/L。这类废水处理难度大、成本高,是行业公认的头号难题。
很多厂长发现:反渗透系统运行不到半年,膜就堵了、产水量腰斩、清洗频率越来越高。一算账才发现——设备选型和运行参数没控制好,每年白白多花几十万。
本文从真实案例出发,拆解精细化工高盐废水回用中最容易被忽视的3个参数,帮厂长们避坑、省钱、稳定运行。
二、第一个被忽略的参数:预处理硬度控制
1. 硬度不除,膜必堵精细化工废水中钙、镁离子浓度往往很高。在反渗透膜内,高硬度水在浓水侧极易形成碳酸钙/硫酸钙垢——这是膜污染的第一大元凶。
某浙江某精细化工企业的生产废水,TDS 15000 mg/L,钙硬度约 800 mg/L。他们直接上RO系统,运行3个月膜元件就出现严重结垢,产水量从设计的50 m³/天跌到不足30 m³/天,清洗后效果也持续下降。
正确的做法是:RO前加软化处理,将钙镁离子浓度降到10 mg/L以下(以CaCO₃计)。昌海环保在广东某大型精细化工园区的废水回用项目中,采用”化学软化+精密过滤”预处理工艺,将进水硬度稳定控制在8 mg/L以内,RO系统连续运行18个月未出现明显膜污染,清洗频率从每月2次降低到每季度1次。
2. 硬度控制不达标的代价有多大我们来算一笔账:
| 场景 | 预处理不到位 | 预软化达标 |
|---|---|---|
| RO膜寿命 | 6~12个月需更换 | 3年以上稳定运行 |
| 年清洗费用 | 约15~20万元 | 约3~5万元 |
| 停产损失 | 每次清洗停机2~3天 | 几乎无停机 |
| 膜更换成本 | 每年约30万元 | 摊薄至约8万元/年 |
预处理硬度控制这一项做好,每年直接节省40~50万元,还不算停产的机会成本。
三、第二个被忽略的参数:SDI污染指数
1. SDI值过高,RO膜慢性死亡SDI(Silt Density Index,淤泥密度指数)是衡量水中悬浮物和胶体浓度的关键指标。精细化工废水中往往含有大量有机物、悬浮固体和微生物代谢产物,这些物质在膜面形成凝胶层,导致RO系统慢慢失去产水能力。
行业标准要求:RO进水SDI必须<5,实际项目建议控制在<3。如果SDI在5~10之间,膜污染速度会加快3~5倍;如果SDI>10,浓差极化会快速恶化,系统性能严重下降。
2. UF超滤是控制SDI的关键一步昌海环保在多个精细化工废水回用项目中,配置UF超滤作为RO的预处理:
| 项目阶段 | 水质指标 | 处理效果 |
|---|---|---|
| 原水(精细化工高盐废水) | SDI 20~40,浊度 50~200 NTU | — |
| 化学软化+砂滤预处理后 | SDI 10~20,浊度 5~20 NTU | 初步改善 |
| UF超滤产水 | SDI<3,浊度<1 NTU | 达到RO进水标准 |
| RO产水 | TDS<500 μS/cm,回用水质达标 | 稳定运行 |
某江苏精细化工企业(年产2万吨农药中间体)采用昌海环保UF+RO工艺后,SDI稳定控制在2~3之间,RO系统连续运行2年无清洗,产水全部回用于清洗工序,年节约新鲜水12万吨,水费从每吨8元降到3.5元。
四、第三个被忽略的参数:回收率与浓水处理
1. 回收率不是越高越好,要看废水特性很多项目追求高回收率(85%甚至90%以上),却忽略了高盐废水的特殊性。当回收率超过75%时,RO浓水侧TDS可达到原水4~5倍,极易在膜面发生无机盐结垢;同时浓水中的有机物浓度升高,加剧生物污染风险。
昌海环保推荐的分级处理策略:
一级RO回收率控制在65~75%,产水回用;浓水进入DTRO碟管式反渗透系统,进一步浓缩——DTRO的高压(75~120 bar)宽流道设计,专门针对高污染高盐分浓水设计,浓缩后TDS可达100 g/L以上,体积缩减70%以上,浓水再进低温蒸发器结晶,实现零液体排放。
| 指标 | 行业平均(无系统规划) | 昌海环保方案(UF+RO+DTRO) |
|---|---|---|
| 系统回收率 | 50~65% | ≥85% |
| 年新鲜水消耗 | 100% | 减少70%以上 |
| 年节约水费 | — | 约50~80万元(视规模) |
| RO膜寿命 | 6~12个月 | 3年以上 |
| 投资回收期 | 3~5年 | 1.5~2.5年 |
| COD去除率 | 70~80% | >98% |

五、昌海环保的精细化工废水回用完整方案
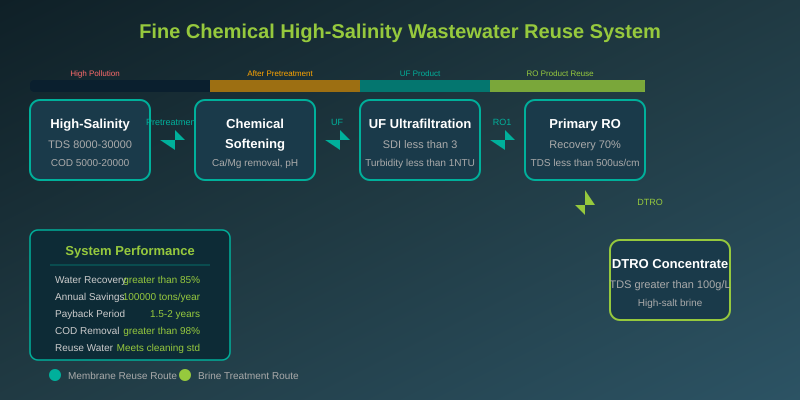
基于精细化工行业的废水特性和回用需求,昌海环保推荐以下组合工艺:
【化学软化 + UF超滤 + 一级RO + DTRO浓缩 + 低温蒸发结晶】
这一工艺路线已经在多个精细化工园区实现稳定运行:
✓ 广东某大型精细化工园区一期(500 m³/天):稳定运行3年,产水回用于电镀清洗用水,回用率75%,年节约新鲜水10万吨
✓ 江苏某农药中间体工厂(200 m³/天):RO+DTRO组合,浓水进蒸发器实现零排放,通过当地环保验收
✓ 某精细化工产业园(800 m³/天):UF+RO+浓水DTRO,年节水效益节省约120万元,投资回收期1.8年
六、总结:三个参数决定精细化工废水回用成败
| 关键参数 | 达标标准 | 不达标的代价 |
|---|---|---|
| 预处理硬度(CaCO₃计) | <10 mg/L | 膜结垢、产水量下降、清洗频繁、停产损失 |
| SDI污染指数 | <3(RO进水) | 膜生物污染/胶体污染、系统性能慢性衰减 |
| 回收率与浓水处理 | 一级RO 65~75%+DTRO浓缩 | 浓水排放不达标、结垢风险高、无法实现零排放 |
精细化工废水回用不是简单的”买一台RO设备”,而是一个系统工程。预处理是否到位、SDI是否达标、回收率和浓水是否有完整方案——这三个参数直接决定了系统的运行成本和使用寿命。
昌海环保专注水处理设备12年,在精细化工行业有多个成功案例。点击联系,获取您专属的工艺方案和投资估算。

