一、精细化学生产,为什么纯水质量直接决定产品竞争力?
精细化工涵盖涂料、油墨、树脂、农药中间体、香精香料等多个领域。在这些产品的生产过程中,纯水不仅是”清洗介质”,更是直接参与配方、反应和制剂的关键原料。原料药配制用水不达标,活性成分稳定性下降;涂料配方中水的硬度超标,直接引起絮凝分层;电泳漆槽液电导率失控,涂膜外观出现针孔缺陷——这些问题每发生一次,厂家面临的不仅是批次报废损失,还有客户验厂投诉和订单流失风险。
精细化工行业对纯水的核心需求集中在三个维度:低电导率(≤10-50 μS/cm)、低硬度(CaCO₃<1 mg/L)、低有机物含量(TOC<500 ppb)。同时,部分精细化工产品还需要去除水中微量硅和氯离子,任何一项指标失控都可能引发连锁反应。

二、精细化工反渗透用水最常见的3个”坑”,每一个都很贵
1. 余氯超标:RO膜的”慢性毒药”这是精细化工反渗透系统中最容易被忽视、却破坏力最强的问题。很多厂长以为”膜堵了是因为水质太脏”,实际上余氯氧化降解RO膜芳香聚酰胺脱盐层,是导致膜性能不可逆衰减的首要原因。
某树脂生产企业,原水余氯0.3 mg/L,预处理活性炭过滤器滤料已接近饱和失效,RO膜运行半年后脱盐率从98%骤降至85%,产水电导率从30 μS/cm飙升至200 μS/cm以上,最终被迫提前更换全部膜元件,直接损失超过8万元,还不包括停产损失。
控制标准:进RO前余氯必须<0.1 mg/L,建议配置ORP在线监测,一旦接近200 mV立即更换活性炭滤料。
2. 硬度超标:膜面结垢的”定时炸弹”精细化工清洗工序通常采用RO产水作为主水源,但如果原水硬度较高(>150 mg/L CaCO₃)且软化环节控制不到位,浓水侧钙镁离子浓度在膜面浓缩数倍后,极易达到溶度积导致碳酸钙垢析出。结垢的危害是渐进式的:初期通量下降5-8%不易察觉,等到产水率明显降低时,膜已发生不可逆的永久性损伤。
某农药中间体工厂,因软化树脂再生周期设置过长(累计产水200 m³才再生一次,而实际应每80 m³再生),RO浓水侧LSI长期处于+1.5以上,一年后膜元件重量增加2.3 kg(结垢所致),化学清洗后通量仅恢复65%。
3. 进水SDI超标:看不见的”慢性病”SDI(Silt Density Index,淤泥密度指数)是衡量水中胶体和悬浮物含量的核心指标。RO系统要求进水SDI<5,部分精细化工高污染原水SDI经常在8-12之间。超标的后果不在一天两天内显现——膜面慢慢被有机物和胶体覆盖,通量逐年衰减,厂家往往把问题归咎于”膜质量不行”,反复换膜却治标不治本。
三、精细化工RO系统标准工艺配置:4步预处理是关键
很多精细化工厂家采购RO设备时,只关注主机品牌和膜型号,却忽视预处理系统的设计质量。事实证明:RO系统80%的故障来自预处理不当。昌海环保针对精细化工行业推出的标准工艺,采用四级预处理+反渗透的核心架构:
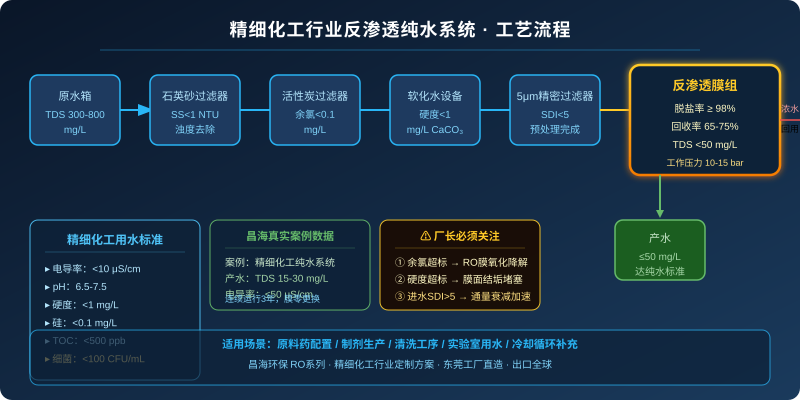
| 工艺阶段 | 设备配置 | 核心功能 | 精细化工控制标准 |
|---|---|---|---|
| 第一步 | 石英砂过滤器 | 去除SS、悬浮物 | 出水浊度<1 NTU |
| 第二步 | 活性炭过滤器 | 吸附余氯、有机物 | 余氯<0.1 mg/L |
| 第三步 | 软化水设备 | 去除Ca²⁺/Mg²⁺ | 硬度<1 mg/L CaCO₃ |
| 第四步 | 5μm精密过滤器 | 保护RO膜 | SDI<5 |
| 第五步 | 反渗透膜组(RO) | 深度脱盐 | 产水TDS<50 mg/L |
这套工艺的关键点在于:四步预处理步步把关,缺一不可。活性炭过滤器不仅是”除氯工具”,更是有机物和胶体的第一道防线;软化环节的再生周期必须根据实际进水硬度精确计算,而不能套用固定经验值。
四、行业水质要求对照:你的纯水系统达标了吗?
| 应用场景 | 电导率要求 | 硬度要求 | TOC要求 | 推荐工艺 |
|---|---|---|---|---|
| 原料药配制 | ≤10 μS/cm | <1 mg/L | <200 ppb | RO+EDI |
| 涂料/油墨配方 | ≤50 μS/cm | <1 mg/L | <500 ppb | RO |
| 电泳漆配制 | ≤30 μS/cm | ≈0 mg/L | <300 ppb | RO+EDI |
| 清洗工序 | ≤100 μS/cm | <5 mg/L | – | RO |
| 实验室用水 | ≤1 μS/cm | ≈0 mg/L | <50 ppb | RO+EDI+终端精制 |
五、昌海环保精细化工RO纯水系统:真实案例数据说话
昌海环保已累计为多家精细化工企业交付定制化纯水系统,以某树脂生产企业为例,项目采用昌海RO-3反渗透系统,设计产水3 m³/h,实际运行数据如下:
| 运行参数 | 设计值 | 实际运行值 | 对比行业一般水平 |
|---|---|---|---|
| 产水量 | 3 m³/h | 3.2 m³/h(超设计) | 通常仅达设计值 |
| 产水电导率 | ≤50 μS/cm | 18-28 μS/cm | 一般50-100 μS/cm |
| 系统回收率 | 70% | 73% | 行业平均65% |
| 膜元件寿命 | 3年 | 已稳定运行3.5年+ | 通常2-3年需更换 |
| 年维护成本 | – | 含药剂+耗材约1.8万元 | 行业平均3-5万元 |
该企业此前使用的是某品牌标准RO设备,年维护成本高达4.2万元,且每年因膜污染导致的非计划停产约2次。更换昌海定制系统后,年维护成本降低57%,连续运行18个月无一次非计划停机。
六、厂长选型建议:避开”低价陷阱”,看准这3个指标
市场上RO纯水设备价格差异极大,从几万元到几十万元不等。昌海环保工程师接触过太多”买了便宜设备、付出更贵代价”的案例。选型时重点关注:
① 预处理系统配置是否完整:警惕”单级RO+直连市政水”的简化配置,没有软化和精密过滤的设备,短期内看似省钱,实际换膜频率倍增,综合成本更高。
② 膜元件品牌和排列方式:陶氏、海德能、东丽等国际品牌膜元件与国产优质膜的价格差约30%,但寿命和脱盐稳定性差距远超价格差。一级两段式膜排列比单段式回收率提高10-15%。
③ 是否提供水质分析和方案定制:正规厂家在报价前会要求提供原水水质报告(电导率、硬度、SDI、余氯等指标),而非直接按”处理量”套报价。跳过这一步的供应商,设备适配性难以保证。
总结:精细化工纯水系统,核心是”预处理+运行参数管控”
精细化工反渗透纯水系统的核心不在于膜有多贵,而在于预处理四步是否完整执行、运行参数是否实时监控。余氯、硬度、SDI三个指标控制好,配合定期巡检和及时维护,RO系统稳定运行3-5年完全可行,膜元件寿命和综合维护成本都会显著优于行业平均水平。
昌海环保提供精细化工行业专项水质分析和免费方案设计,48小时内出具体技术方案。如有RO纯水系统采购或改造需求,欢迎联系工程师评估现有系统状况。

