精细化工生产中,纯水是制剂、合成、清洗的核心原料。水的质量直接决定产品合格率。然而,大多数精细化工厂在纯水系统选型和运维中,往往关注设备品牌和价格,却忽视了真正影响水质稳定的3个关键参数——而这些参数一旦失控,轻则导致产品质量波动,重则造成批量报废和停产损失。
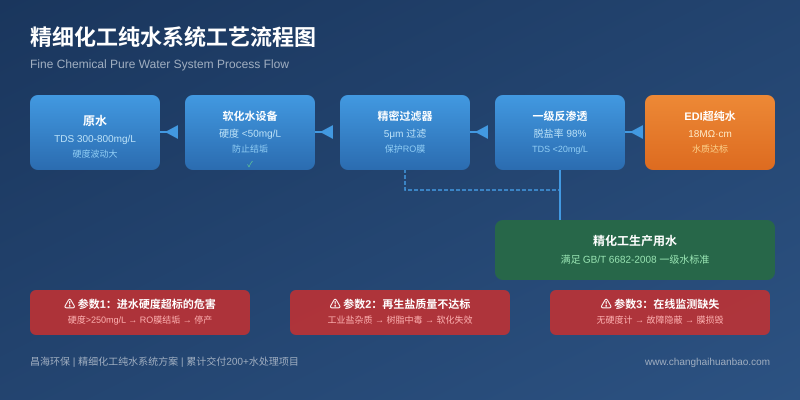
参数一:进水硬度超标——RO膜结垢的元凶
某精细化工厂新建纯水站,运行半年后RO膜频繁污堵,产水流量下降40%。厂家说是原水水质问题,但业主花了200多万采购教训后发现:问题出在软化水设备选型过小,树脂交换容量不足,再生不彻底。
硬度过高的水进入反渗透系统,Ca²⁺、Mg²⁺在膜面结晶析出,形成难以清洗的顽固垢层。高压泵能耗上升,膜通量不可逆下降。某药厂因软化水出口硬度长期在0.1mmol/L以上(标准应<0.03),RO膜运行仅8个月就被迫全部更换。
昌海环保方案:针对精细化工原水硬度波动大的特点,SW系列软化水设备采用食品级离子交换树脂,交换容量≥1.9eq/L,配套流量型控制阀,进水硬度≤450mg/L(以CaCO₃计)时,产水硬度可稳定控制在<0.03mmol/L,从源头消除RO膜结垢风险。
参数二:再生盐品质——树脂寿命的隐形杀手
离子交换树脂靠Na⁺置换水中的Ca²⁺、Mg²⁺来实现软化。再生时往盐罐里加的盐,品质直接影响树脂的交换容量恢复率和使用寿命。
工业粗盐(NaCl含量约95%)看着够用,但里面含有的铁、锰、重金属等杂质会逐渐污染树脂表面,降低交换点位活性。业主发现产水硬度慢慢升高、再生频率越来越频繁——往往就是盐的品质问题。
实操数据:在同等进水条件下,使用食品级再生盐的软化系统,树脂使用寿命平均比用工业粗盐的长1-2年。昌海环保在设备交付时会明确标注用盐规格(NaCl含量≥99.5%,杂质含量符合GB/T 5462标准),并提供合格供货商清单。
参数三:在线监测缺失——故障隐蔽性最强
很多中小型精细化工厂的软化水设备没有配置在线硬度计,软化效果全凭定期人工检测。但原水硬度会随季节、批次波动,人工检测频次有限,一旦超标而未被及时发现,RO膜已在承受损害。
某涂料企业曾因出差期间无人巡检,软化水出口硬度连续3天超标,RO膜几乎报废,损失超50万元。而这类故障在早期往往没有明显征兆——产水流量和电导率变化细微,等人工发现时已经晚了。
昌海环保方案:SW系列软化水设备在出厂标准配置中,硬度监测与设备连锁控制:硬度超标自动报警并切断软化水出口,防止硬水进入后续工艺。配套的在线硬度计实时监测,数据可上传至SCADA系统,真正实现无人值守的自动化运行。
精细化工纯水系统配置建议
- 软化水设备:选择流量型控制阀,日均用水量超过10m³时,一律配置流量型(优于时间型)
- 再生盐:务必使用食品级精盐,NaCl≥99.5%,拒绝工业粗盐
- 在线监测:软化水出口必须配置在线硬度计,与RO系统联动保护
- 预处理定期维护:砂滤、碳滤定期反洗,防止悬浮物堵塞下游膜组
精细化工纯水系统是第一道岗。第一道岗守不住,后续RO膜、超纯水系统都会受影响。选型阶段多花一天时间核对参数,比试车阶段返工要划算得多。
如果您有精细化工水系统选型或运维问题,欢迎与昌海环保技术团队沟通。十余年水处理项目积累,可根据您的具体水质和用水需求,提供一对一的方案建议。

